Savijanje cijevi za profilne cijevi: značajke dizajna i neovisna proizvodnja

Savijač cijevi je poseban uređaj ručnog tipa ili proizvodni stroj namijenjen savijanju cijevi različitih materijala pod određenim kutom. Serijski uređaji razlikuju se po principu rada i mogu imati različite tipove pogona, ali za rad na bilo kojem od tih uređaja potrebno je neko iskustvo.
Možete koristiti aluminijske, kromirane, bakrene, obične i inox cijevi ili plastične cijevi promjera od 5 do 1220 mm ili profila s različitim presjekom. Kut savijanja - do 180 stupnjeva.


Uređaj i namjena
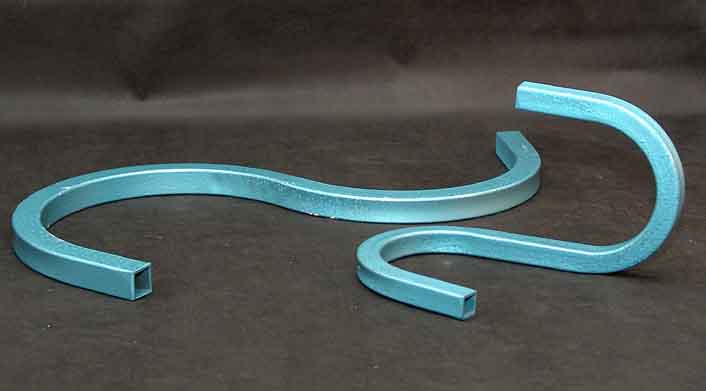
Pravokutne, ovalne i četvrtaste cijevi u presjeku nazivaju se oblikovanim cijevima. Ovaj stroj može biti napravljen ručno, kupljen u trgovini ili na tržištu građevinskog materijala. U ovom članku ćemo pogledati kako napraviti takav uređaj vlastitim rukama.
U izradi nadstrešnice, okvira staklenika, nadstrešnice, metalnog namještaja i drugih konstrukcija poželjno je koristiti savijene cijevi, budući da takve cijevi imaju ravne površine, što pogoduje montiranju krovnog materijala. U kućnim uvjetima nije lako saviti cijev bez deformacija i nabora.


Stoga se koristi cijevna savijač. U većini slučajeva, ovaj uređaj je opremljen hidromehaničkim ili elektromehaničkim pogonom. Uz njegovu pomoć moguće je saviti cijev pod bilo kojim stupnjem. Za izradu dijelova možete savijati cijevi na posebnim proizvodnim mehanizmima. No, s obzirom na njihove visoke cijene, bolje je sastaviti stroj za savijanje cijevi vlastitim rukama kod kuće. Montaža je izrađena od dostupnih i često dostupnih materijala. Lagana konstrukcija ne zauzima puno prostora u garaži ili u dvorištu.
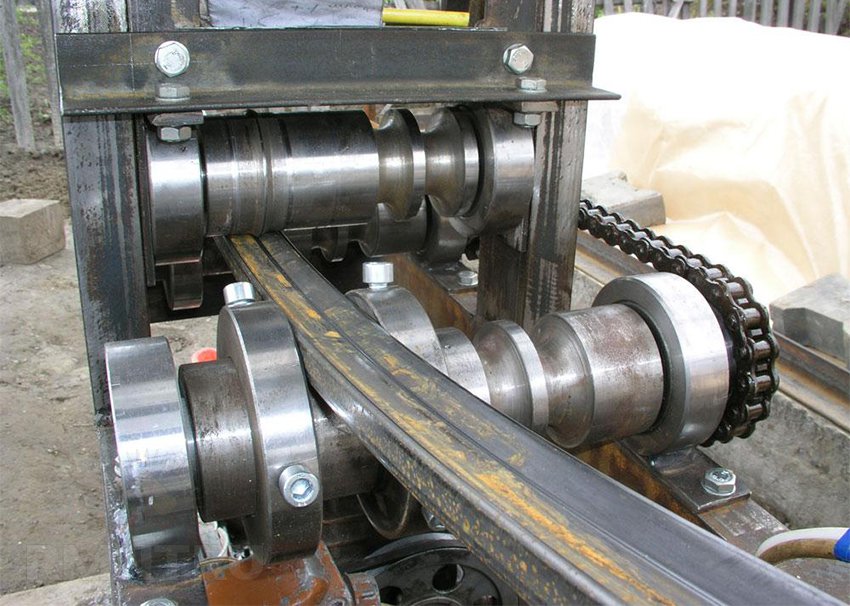
Glavni dijelovi koji se koriste za takav stroj su osovine (valjci), poluga (dizalica), pogonski lanac, hidraulični cilindar, os rotacije, okvir za uređaj. Okvir može biti zatvoren i otvoren. Smatra se da je glavna komponenta takvog uređaja hidraulički cilindar koji izvršava ulogu energije. Princip rada domaće savijače cijevi je uvijek isti - radni komad se postavlja na valjke, au sredini se nalazi zaustavni valjak koji vrši pritisak na cijev i savija je do željenog radijusa.

Valjci postavljaju cilindrične ili užljebljene, ovisno o veličini i obliku obratka. Za širok i ravan profil, glatki valjci su prikladni za uporabu, za visoke i uske valjke s vodilicom za žlijeb su potrebni. Više traženi univerzalni valjci. Kada je potrebno, vodilice su pričvršćene na cjevastu osnovu. Ovaj mehanizam zahtijeva trošak fizičke snage. Kako bi se olakšalo rad strojeva opremiti hidrauličnim aktuatorima. Osim toga, opremljeni su elektromotornim motorom (crv s jednim pužem). Izbor vrste prijenosnika ovisi o promjeru cijevi. Takva dodatna postrojenja omogućuju savijanje cijevi velikog promjera.


Načelo djelovanja
Savijanje profilne cijevi odvija se na principu valjanja ili valjanja. Za preklapanje cijevi malog presjeka mogu se primijeniti jednostavne metode koje ne zahtijevaju stvaranje složenog mehanizma.
To uključuje:
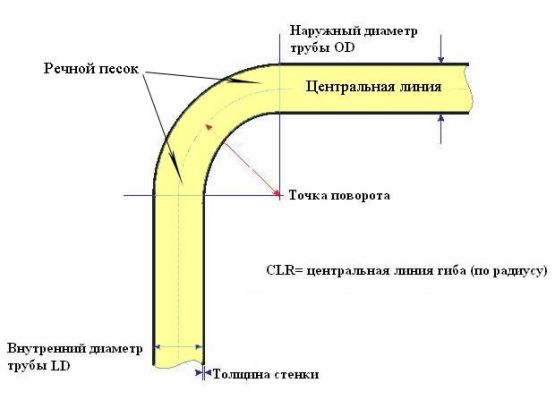
- Punjenje pijeskom. Unutrašnjost pripremljene cijevi ispunjena je sitnim pijeskom, prethodno osušena i prosijana. Rupe s obje strane zatvorene su prometnim gužvama.Nadalje, cijev se savija u obliku željenog oblika. Ako je potrebno, mjesto nabornog dijela se zagrije s plamenikom ili plamenikom do crvenila. Ova metoda je dugotrajna, ima nisku kvalitetu i nisku točnost.
- Punjenje vodom. Da biste profil savili vodom, najprije ga morate zamrznuti. Cijev je na jednom kraju zatvorena čepom, ispunjenim vodom i smještenim na hladno. Ni u kojem slučaju oba kraja cijevi ne bi trebala biti zatvorena čepom tako da kada se led proširi, neće se slomiti cijev. Zatim se smrznuti profil savija pomoću predloška. Ova tehnologija je prikladna za tankoslojne bakrene i aluminijske cijevi.

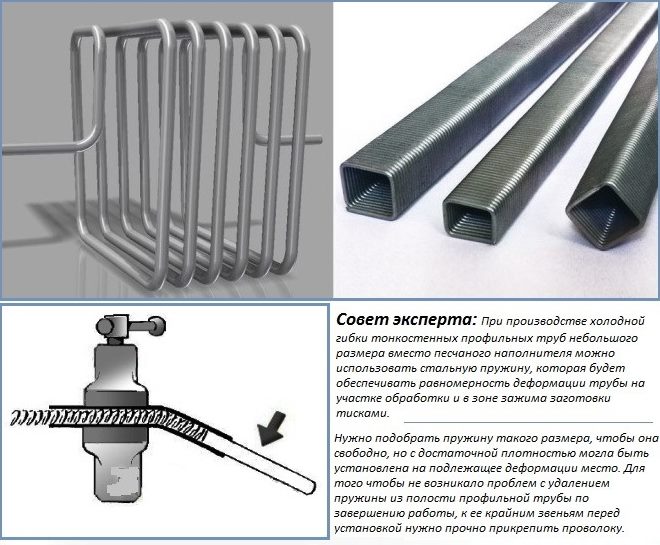
- Proljeće. Unaprijed je iz metalne žice uvijena spirala, čije su dimenzije 3-5% manje od unutarnjeg profila. Opruga se postavlja unutra, a nakon što se cijev jednostavno savije pomoću predloška. Nakon završetka radova, opruga se uklanja, poravnava i može se ponovno upotrijebiti.
- Zavarivanje, rezanje. Ova metoda se koristi ako je radijus savijanja minimalan i cijev je debelostjen. Sa unutarnje strane predviđenog zavoja, prema prethodno izrađenim geometrijskim izračunima, segmenti se režu uz pomoć brusilice. Cijev je nagnuta do željenog radijusa, a spojene strane izreza su zavarene pomoću aparata za zavarivanje. Iz estetskih razloga, zavareni šavovi su uzemljeni mlinom.


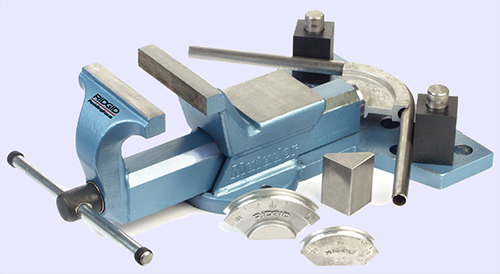
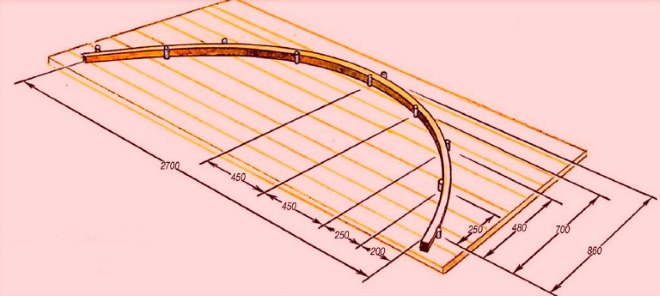
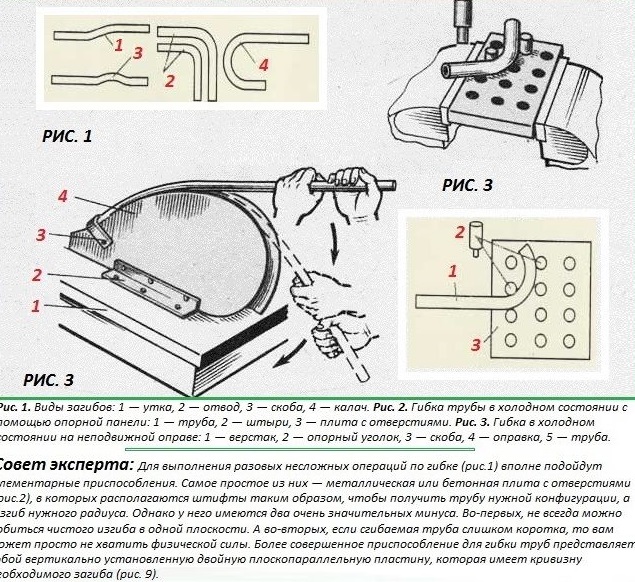
- Najjednostavniji dizajn je savijanje cijevi pomoću predloška. Ova je metoda namijenjena proizvodnji praznih uzoraka iste vrste u velikim količinama. Za izradu takvih šablona koriste se drvene ploče debljine najmanje 2-3 cm. Granice (strane) bilo kojeg materijala ugrađuju se uz rubove gotovog uzorka tako da se profil ne sklizne za vrijeme rada. Pričvršćivanje sustava na pod ili na bilo koju ravninu, odrediti naglasak za metalni profil. Nakon što je ugrađena između nakovnja i šablone, nježno pritisnite na suprotni kraj, osiguravajući ujednačen pritisak preko cijele ravnine. Kako bi se olakšalo pritiskanje cijevi, dodatne poluge, koristi se vitlo. Ova metoda je prikladna za profil promjera ne većeg od 1 inča. Kada se koristi veći profil umjesto drvenog predloška, koriste se armature za pridržavanje željenog radijusa, fiksiraju se u betonskoj podlozi.

Prednost ove metode je niska cijena i lakoća rada, ali točnost i kvaliteta izradaka tijekom obrade razlikovat će se po niskim cijenama. Osim toga, morat ćete proizvesti novi uzorak svaki put kada morate savijati različiti radijus. Ova opcija dobro se primjenjuje na savijanje aluminijskih i bakrenih cijevi.
Navedene metode djeluju uz pomoć mišićne snage, pa se koriste samo za tanke stijenke niskih čvrstoća. Za cijevi većeg poprečnog presjeka potrebni su specijalni strojevi s električnim mehanizmom. Ali to ne znači da je nužno kupiti proizvodni stroj bez iznimke. Ručni mjenjač se lako montira.

Vrste strojeva
Prema zahtjevima rada, postoje fiksni (stacionarni) i ručni strojevi. Stacionarne strukture se u većoj mjeri koriste u tvornicama. Ručno izrađeni ručno izrađeni uređaj pogodniji je za kućanski rad.
Ovisno o pogonu postoji nekoliko vrsta uređaja za savijanje cijevi:
- hidraulički (primijenjena hidraulična dizalica). Postoje stacionarni i ručni. Savijte cijevi promjera do 3 inča. Takvi se strojevi koriste u posebnim industrijama i mogu obaviti impresivan rad.
- Mehanički. Tlak se formira ručno pomoću glavnog vijka ili poluge.
- Električno. Savijanje se događa na trošak elektromotora), pogodno za savijanje bilo koje cijevi - i sa tankim i debelim zidovima. Zahvaljujući elektronici, izrađuju se točni izračuni kuta savijanja. Takve cijevi nemaju deformacije.
- Electro. Hidraulični cilindar pokreće električni motor.



Strojevi za savijanje cijevi na sposobnost savijanja cijevi podijeljeni su u mehanizme koji rade s cijevima promjera do 16 mm, 20 mm, 32 mm, 50 mm, 76 mm.
Savijanje cijevi na različite načine.
S tim u vezi, savijači po metodi savijanja dijele se na:
- Segment. Isporučuju se s posebnim uređajem koji istovremeno izvlači i savija izratak pod željenim kutom oko segmenta.
- Pogled na samostrel. Opremljen je posebnim mehanizmom koji se sastoji od komponente savijanja.

- Uređaji za opruge. Opremljena je oprugama. Na takvim strojevima moguće je obraditi metalne dijelove.
- Sod. Sastoji se od vodiča koji se postavlja unutar cijevi prije početka rada. Takav element s trnom štiti dio od deformacije i spljoštenja. Ovaj se stroj koristi u proizvodnji automobilskih cijevi i savijanju aluminijskih cijevi.
- Bez dlačica Savijanje se izvodi namotavanjem dijela na valjku za savijanje.

Duljina izratka, koji mora biti savijen, koristi dvije vrste uređaja:
- polužni strojevi;
- uređaji za valjanje.
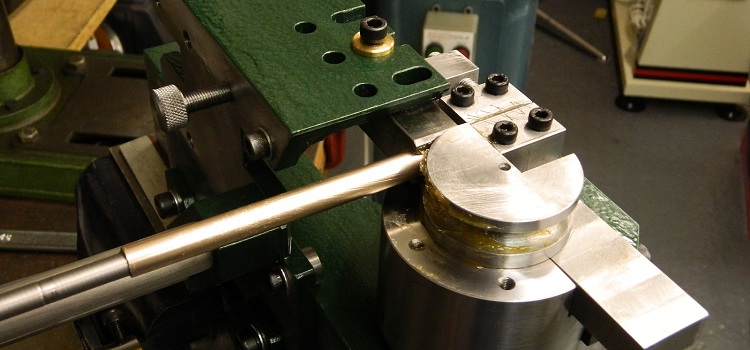
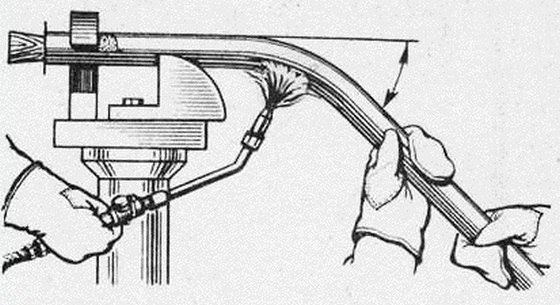
Uređaji tipa poluge smatraju se najčešćim. U industrijskoj proizvodnji dostupne su i savitljive cijevi za travnjake i samostrele. Princip rada takvih strojeva sastoji se od dvaju vodećih valjaka i manometra (trna). Takav mehanizam omogućava izvođenje hladne obrade okruglih metalnih cijevi na malim površinama. Zbog svoje male veličine, samostalni savijač smatra se uobičajenijim uređajem među profesionalnim instalaterima tehničkih komunikacija. Uređaj je dobio ime zbog činjenice da je dizajn sličan samostrelu.
No, ova metoda dovodi do cijevi do ravnomjernog rastezanja duž vanjskog radijusa savijanja, što utječe na smanjenje debljine zida i njegovo pucanje. Konkretno, metoda samostrela nije prikladna za savijanje tankoslojnih cijevi.

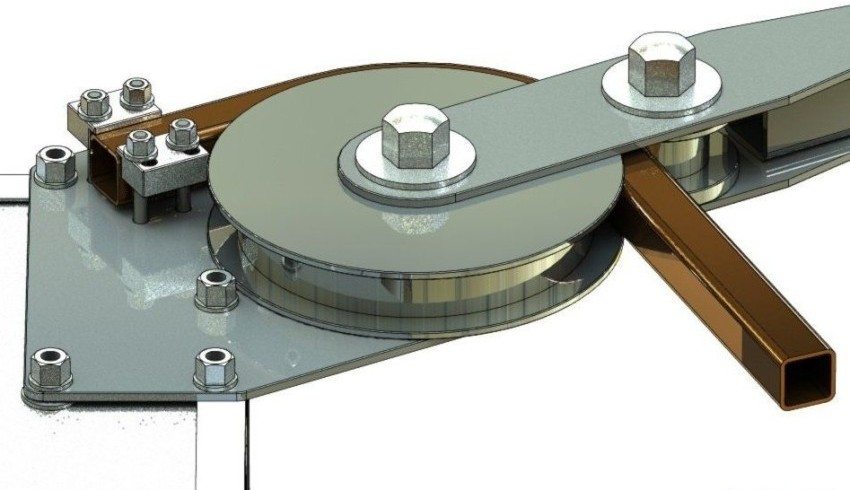
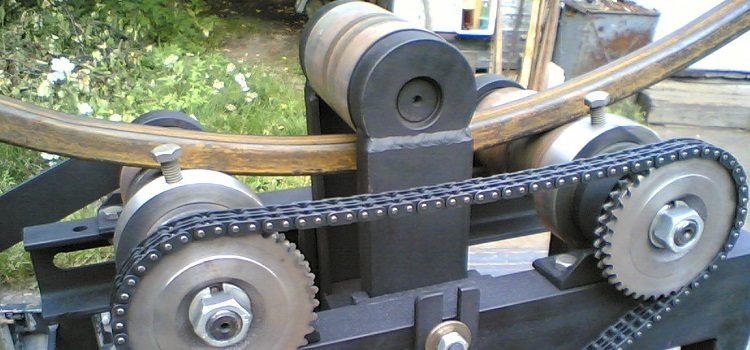
Za proizvodnju značajnog broja monotipskih dijelova malog radijusa savijanja moguće je koristiti cijevni puž. Ova jedinica se sastoji od dva remenica (kotača) različitog promjera, pričvršćenih na vratila. Pričvršćivanjem jednog kraja cijevi na kotač, valjak od najmanjeg promjera (glavni kotač) vrši pritisak na radni predmet, dok u isto vrijeme kotrlja valjak preko dijela obratka. Zbog toga je cijev savijena uzduž površine velikog kolotura, dobivajući njegov oblik. Jedini nedostatak ove metode je nepraktičnost izvlačenja krivulja većeg radijusa.
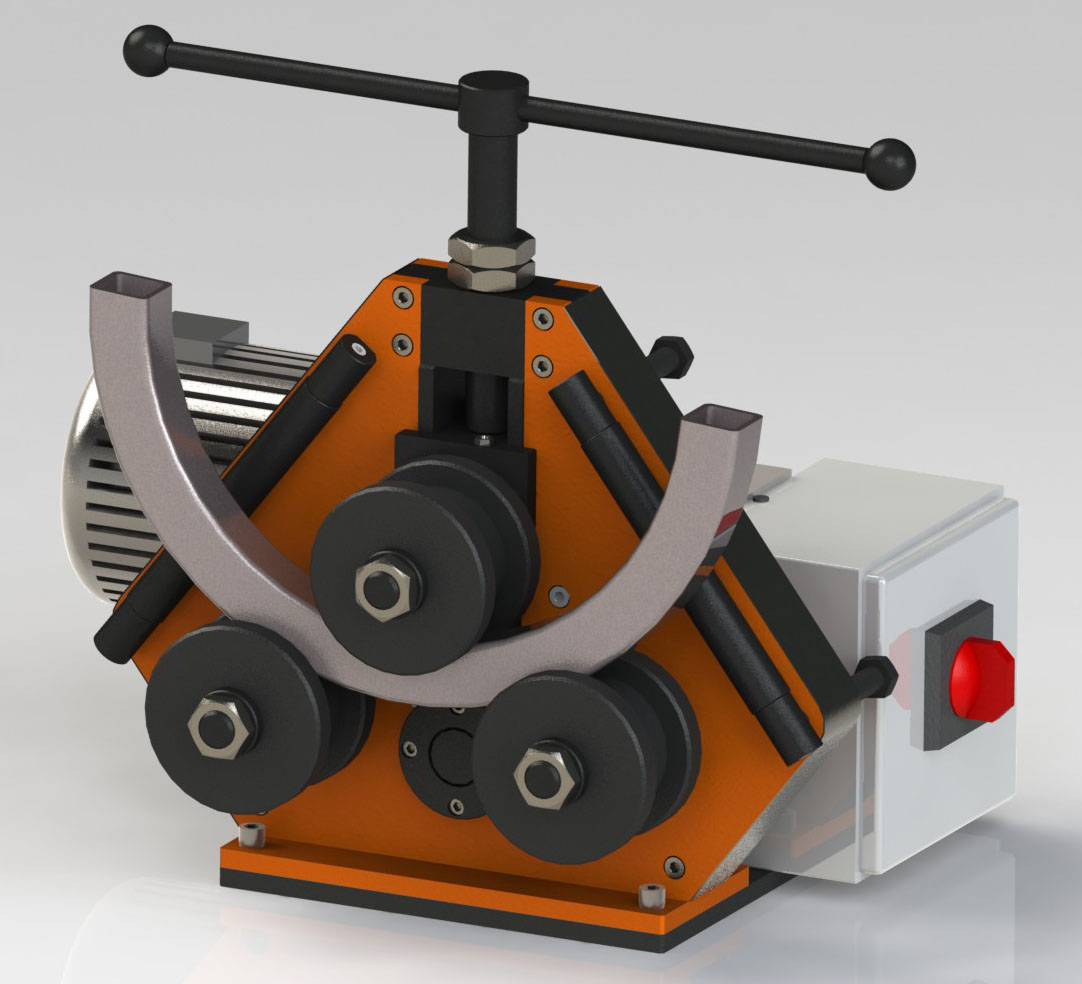
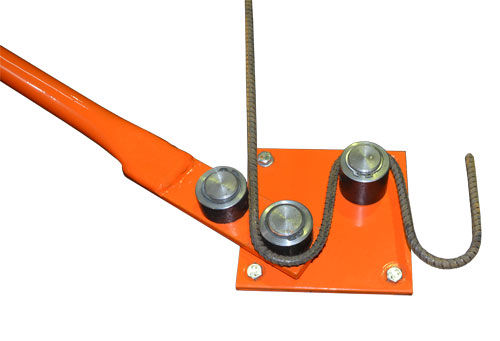
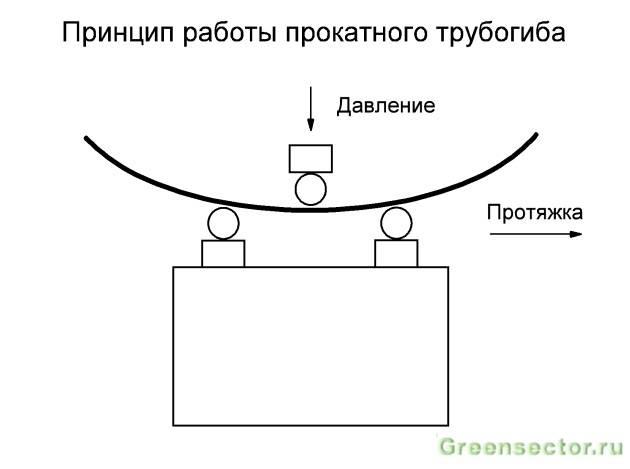
Praktični i svestrani u radu su strojevi za valjanje (savijanje), ručno izrađeni, u kojem možete podesiti kut deformacije metalne cijevi. Najjednostavniji sustav stroja za valjanje sastoji se od baze i pogonske osovine koja je pričvršćena na njemu, a nalazi se na određenoj udaljenosti jedan od drugog. Pritisak se vrši na cijev pomoću pokretnog valjka, a njegovo povlačenje se vrši okretanjem glavnih osovina. Prilikom stvaranja malih zavoja radijusa, trebat ćete ispuniti 50-100 staza. Kako biste izbjegli deformacije, valjajte proizvod istom brzinom. Samostalno sastavljanje valjkastog mehanizma u kućnom okruženju bit će teško, jer će biti potrebno okretanje i zavarivanje.


Potrebni alati i materijali
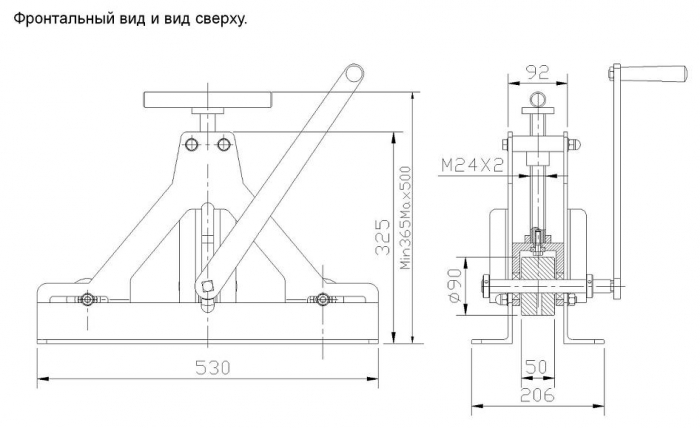
Prvo morate razviti ispravnu shemu (crtež) s točnim mjerenjima i potrebnim materijalima. Prije sastavljanja stroja određujemo koji će radijus savijanja profila biti više potreban. Na temelju toga odaberite veličinu rotora.
U izradi crteža domaćeg stroja, morate se pridržavati glavnog pravila - čvrstoće i lakoće konstrukcije. Bit će potrebni i sljedeći električni alati: aparat za zavarivanje, odvijač, bugarski, kotači za rezanje i brušenje, čekić, škripac, bušilica.

Shema izgradnje
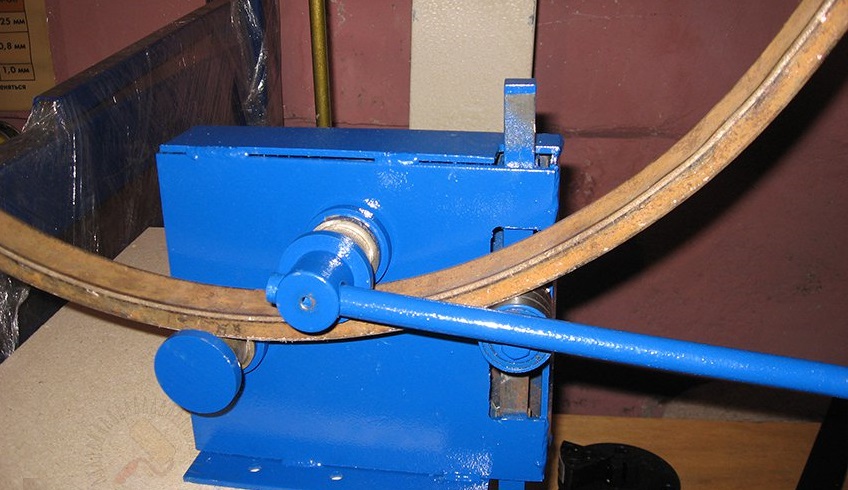
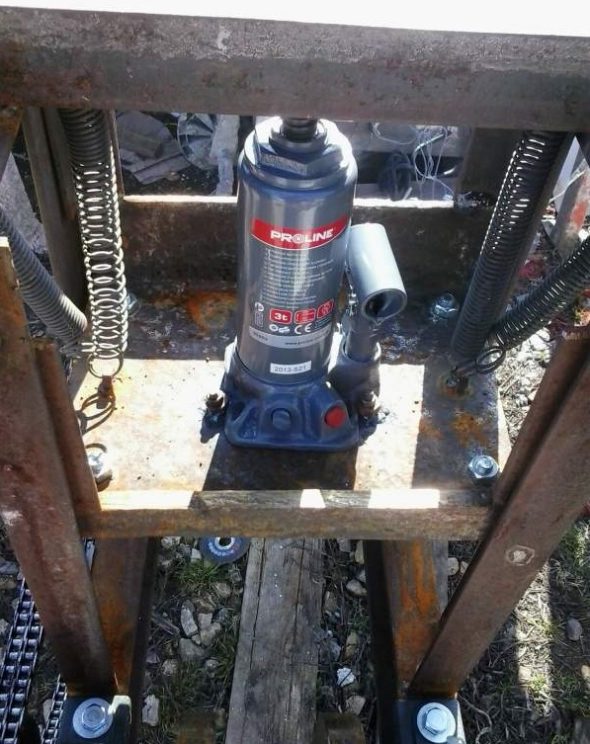
Moguće je konstruirati hidraulički stroj za točkovno savijanje iz 2 dijela kanala, 4 kuta i 2 dijela prstiju sa traktora traktora. Progib cijevi osigurava uobičajenu hidrauličku polugu (dizalicu) s silom od najmanje 5 tona. Na njega je montirana metalna "cipela". Može se naručiti i kupiti od tokarske radionice ili izvući najviše iz stare koloture. Zemljopisna širina "curka" treba odgovarati širini profila. Odrezanjem polovice remenice i bušenjem utičnice u njoj za dizalicu, dobivamo hidromehanički pogonski sustav. Osnova domaćeg stroja su 4 ugla (polica 60-80 mm), koji su pričvršćeni na metalnu ploču. Dva kanala su istovremeno zavarena na gornje kutove. Rupe su simetrično izbušene u stijenkama kanala kako bi se regulirao kut savijanja slijepe probe.
Takav stroj je vrlo jednostavan za korištenje. U rupama u kanalu postavljena su 2 metalna prsta i stavljena na njih valjci se zaustavljaju. Utičnica s cipelom podignuta je tako da se profil uklapa između nje i graničnika. Nakon ugradnje cijevi djeluju na ručku dizalice, tvoreći željeni zavoj.

Savijač za cijevi može se dizajnirati i vlastitim rukama. Za izgradnju će vam trebati dva linearna metra kanala (razina zida 15-20 cm), koji će biti stalak i baza. Za valjke možete koristiti 6 malih komada metalne cijevi, koji će poslužiti kao držač za ležajeve. Iz tog razloga, unutarnja veličina cijevi mora odgovarati vanjskoj vrijednosti ležaja. Nakon što okretač napravi osovine za savijanje valjaka, nastavite s montažom kreveta.
Zbog rotacije ručke koja je pričvršćena na osovinu međuprostora izvodi se savijanje profilne cijevi. Moguće je postaviti radijus savijanja profila pomoću nagiba zakretnog kanala i valjaka koji se nalaze duž rubova. U tu svrhu, valjci nisu zavareni na okvir, već su klizni. Hidraulična dizalica se može zamijeniti automobilom.
Za najjednostavniji stroj će biti potrebni sljedeći elementi:
- utičnica;
- jake opruge;
- čelični profili za sastavljanje okvira;
- valjci (osovine) - tri komada;
- pogonskog lanca.
Zatim pokupite uređaj. Ugradili smo snažan okvir, čije su pojedinosti spojene zavarivanjem ili vijcima. Prema crtežu postavite os rotacije i valjke. Osovine su pričvršćene na takav način da su dvije vanjske osovine smještene iznad srednjeg, tvoreći luk. Udaljenost između valjaka određuje radijus savijanja profilne cijevi. Za rad takvog mehanizma koristi se lančani prijenos koji se sastoji od tri zupčanika i starog lanca (rezervni dijelovi iz automobila, motocikla ili druge opreme). Da bi se cjelokupni sustav spojio u akciju, trebat će vam ručka koja se pričvršćuje na jedan od valjaka (osovina) i stvara potrebnu rotacijsku silu.


Stroj za savijanje profilne cijevi može se izraditi i ručno. Za ovaj mehanizam ležaj se sastoji od kanala duljine 77 i visine 10 cm.
Montažu izvodimo prema uputama:
- Od metalne trake širine 5 milimetara izrezane su 4 glavne tribine za male osovine, a profil će se kretati uz njih. U gornjem krajnjem režnju izrezan je otvor za os rotacije valjaka. Veličina stalaka - 5 * 10 cm.
- Na kanal su pričvršćeni uređaji za zavarivanje, na udaljenosti od 30 cm, a na tržištu građevinskih materijala nalaze se valjci za osovine.
- Zatim se ploča ispod stroja izreže iz lima debljine 8 mm. Veličina ploče je 25 x 25 cm, a na ploču je postavljen središnji valjak koji se pomiče.
- Na krajevima ploča postavljene su trake od drva širine 10 milimetara, koje su pričvršćene super-ljepljenjem. Da na okretu valjak nije zakačio ploču, te su potpore nužne.


- Za ugradnju valjka trebat će vam 2 ležaja, u čijoj će se dubini rotirati osovina osovine.Ležajevi su pričvršćeni vijcima u otvorima izbušenim iz unutrašnjosti nosača.
- Zatim morate izraditi 4 regala dužine 40 cm pomoću 50-og ugla i pričvrstiti ih zavarivanjem duž rubova ploče s glavnim vratilom, osiguravajući ga na stanici stroja (kanalna šipka). Ploča se nalazi u središnjem dijelu stupova, održavajući razmak između osi valjaka, jednaka veličini profila s kojim planirate raditi.
- Čepovi su izrezani iz čeličnog lima debljine 8 mm, a njihovo zavarivanje pričvršćeno je na gornji fragment nosača. Zatim trebate napraviti ploču ispod poklopca stroja, u koji je postavljen vijak za podešavanje. Iz unutrašnjosti ploče izbuši se otvor koji odgovara promjeru upotrijebljenog vijka.


- U čepovima su izbušeni otvori za vijke (promjera 10 mm), a pokrovna ploča je učvršćena u policama.
- U otvor se izreže konac i privija se peta, u sredini na koju se vrti stezni vijak.
- Na ploču je zavaren kut od 15 mm, što je vanjski graničnik vijaka. U kutu ispod vijka izbušen je otvor, sinkrona os peta. Na otvoru je izrezana odgovarajuća nit.
- Ostaje da se pričvrsti ručka za glavnu osovinu i učvrsti na os rotora. Ručka može biti napravljena od ventila iz roleta ili komada armature željene duljine.


Tehnologija sastavljanja
Kako bi se sastavljena konstrukcija zaštitila od vlage, pokrivena je posebnom otopinom koja će štititi od hrđe, a zatim bojena. Kod hidrauličkih strojeva moguće je izvesti savijanje oblikovane cijevi od različitih materijala i proizvoda debelih stijenki. Provedite sličan postupak po mogućnosti metodom hladne i vruće (predgrijavanje cijevi). Svrha vruće metode - cijev se zagrijava vani ili vrući zrak prolazi u cijev, što povećava njegovu plastičnost, odnosno povećavaju se indikatori kvalitete savijanja. Hladno - ova metoda je jednostavna, koristi se za plastične cijevi.
Prije savijanja takve su cijevi napunjene solju, uljem, pijeskom, vodom, što omogućuje proizvodnju najkvalitetnijeg zavoja bez značajnih oštećenja cijevi.

Korisni savjeti
- Odvojivi valjci različitih tipova pružit će mogućnost rada s oblikovanom cijevi i okruglom.
- Mehanizam za savijanje bio je najfunkcionalniji, potisni valjak, poželjno je da se kreće. Zbog toga je moguće promijeniti radijus loma cijevi.
- Ako se savijanje izvodi pomoću šablone, tada kako bi se cijev dobro pričvrstila za uzorak, moguće je koristiti željezne kuke za zaustavljanje.
- Ako profilna cijev mora biti savijena pod najvećim radijusom, onda je ispravnije koristiti savijanje cijevi s tri valjka.
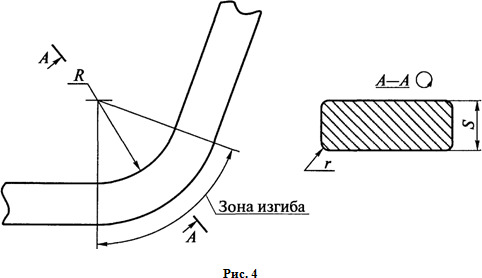
- Treba imati na umu da na mjestu savijanja profil gubi snagu. Iz tog razloga, ako se koriste kutovi bliži 90 stupnjeva, najbolje je rezati cijev i, zavarivanjem, dati željeni kut savijanja.


- Detaljan priručnik s uputama nalazi se na svakom tvorničkom stroju u kojem su naznačene sve karakteristike i tehnički podaci uređaja. Da bi stroj dugo radio i bez kvarova, prije početka rada obavezno pročitajte upute.
- Ne zaboravite na osobnu zaštitnu opremu. Tijekom rada s brusilicom, morate koristiti naočale ili zaštitni štit, a zavarene kutije izvesti u posebnoj odjeći, rukavicama i maski za zavarivanje.
U sljedećem videu naći ćete kompletne upute za sastavljanje savijača cijevi kod kuće.














