Specifikacije i metode ugradnje profilnih cijevi

Moderni građevinski materijal je profilna cijev koju nudi metalurška industrija. Proizvodnja transportnih cijevi započela je sredinom prošlog stoljeća, ali tek sada je upotreba takvog materijala postala relevantna u građevinskim radovima.


Značajke
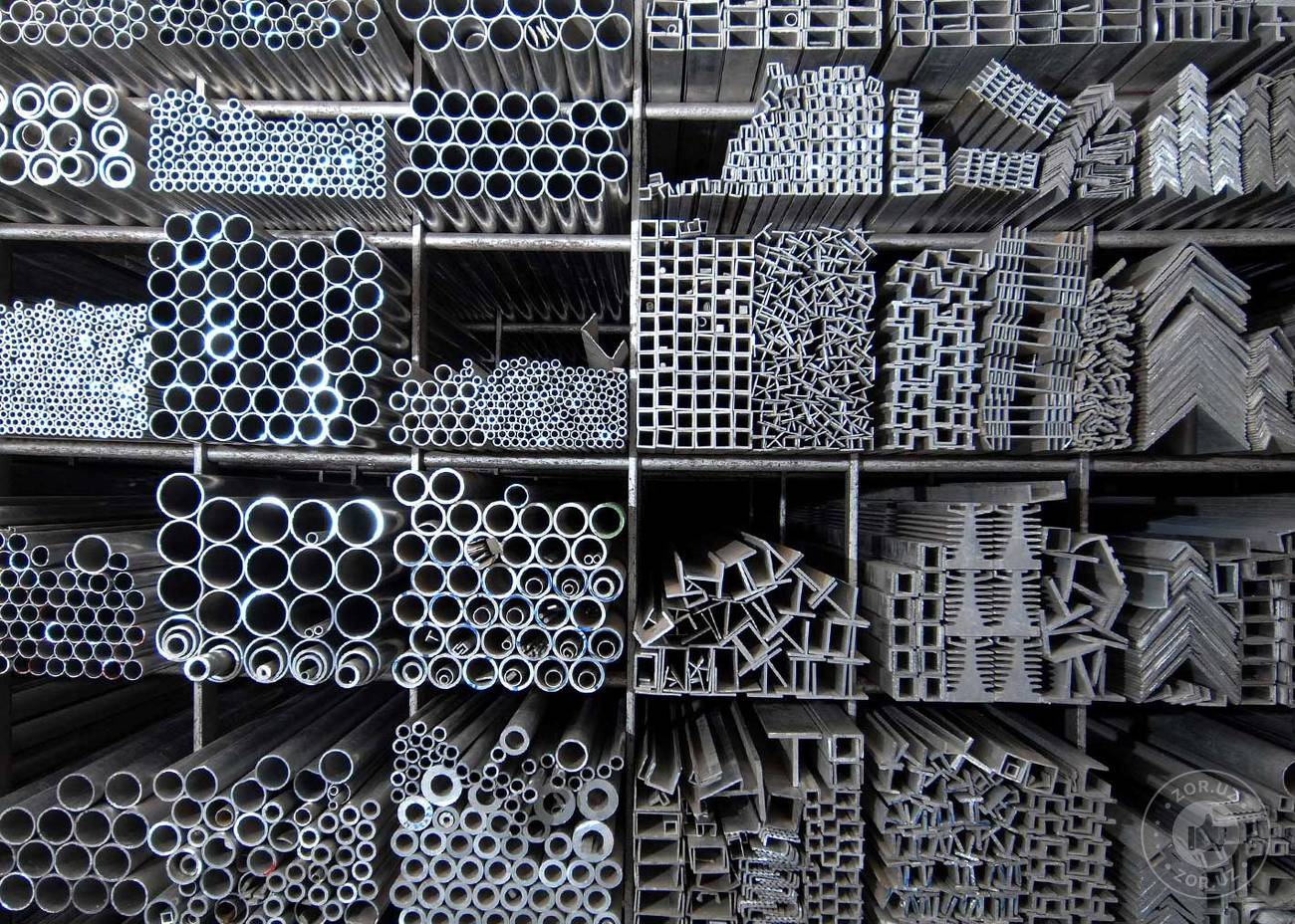
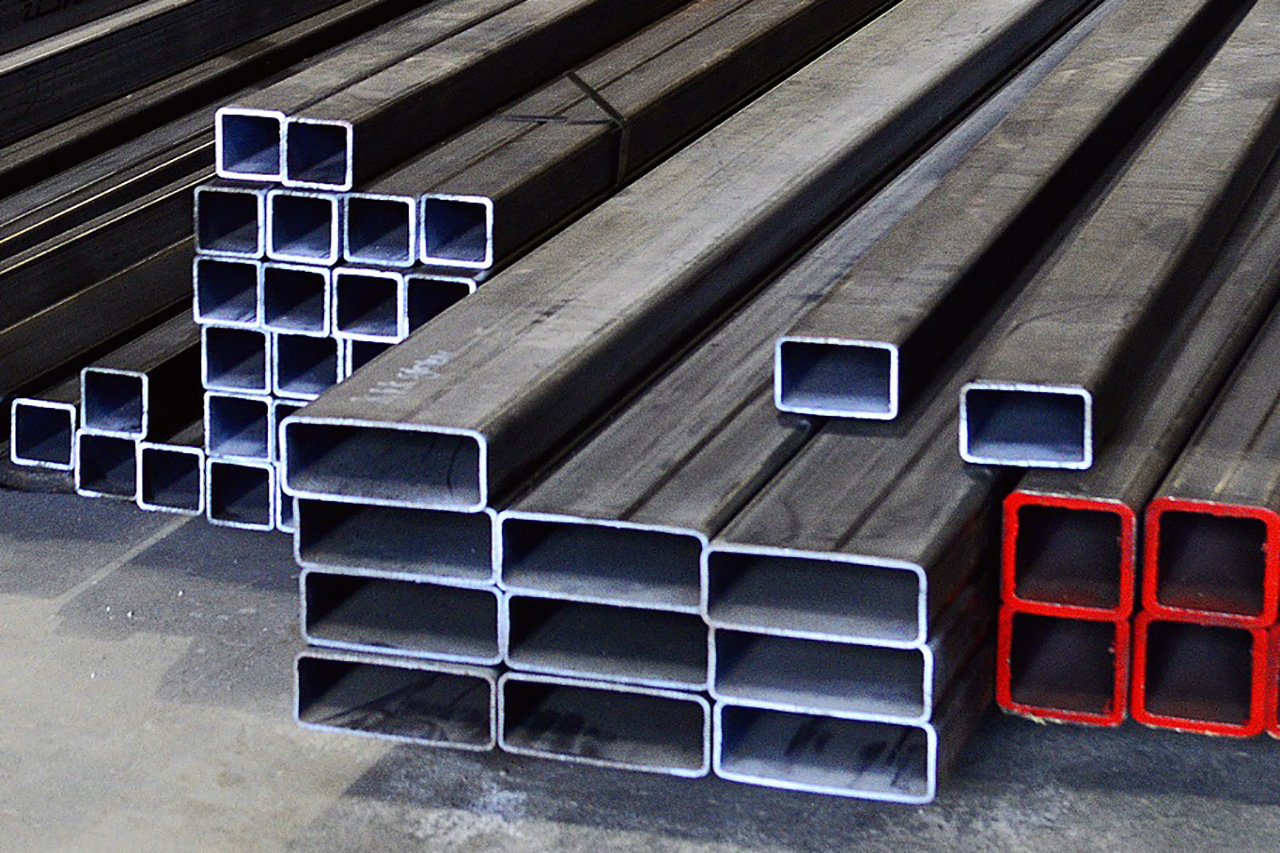
Prazne cijevi štapnog tipa mogu imati različite dijelove, na primjer, kvadratne i čak ovalne. Izrađeni su od raznih materijala.
To može biti:
- nehrđajući čelik;
- ugljični čelik;
- niskolegirani čelik;
- plastike.
Što se tiče procesa izrade takvih cijevi, on se sastoji u promjeni okruglih dijelova u traženi oblik: kvadratni, ovalni ili pravokutni. U proizvodnji rabljene trake, koja je vrsta metalne gredice, ili materijal koji će se kasnije koristiti za proizvodnju. I tako cijev već u gotovom obliku uz pomoć specijalizirane opreme dobiva potreban oblik odjeljak.
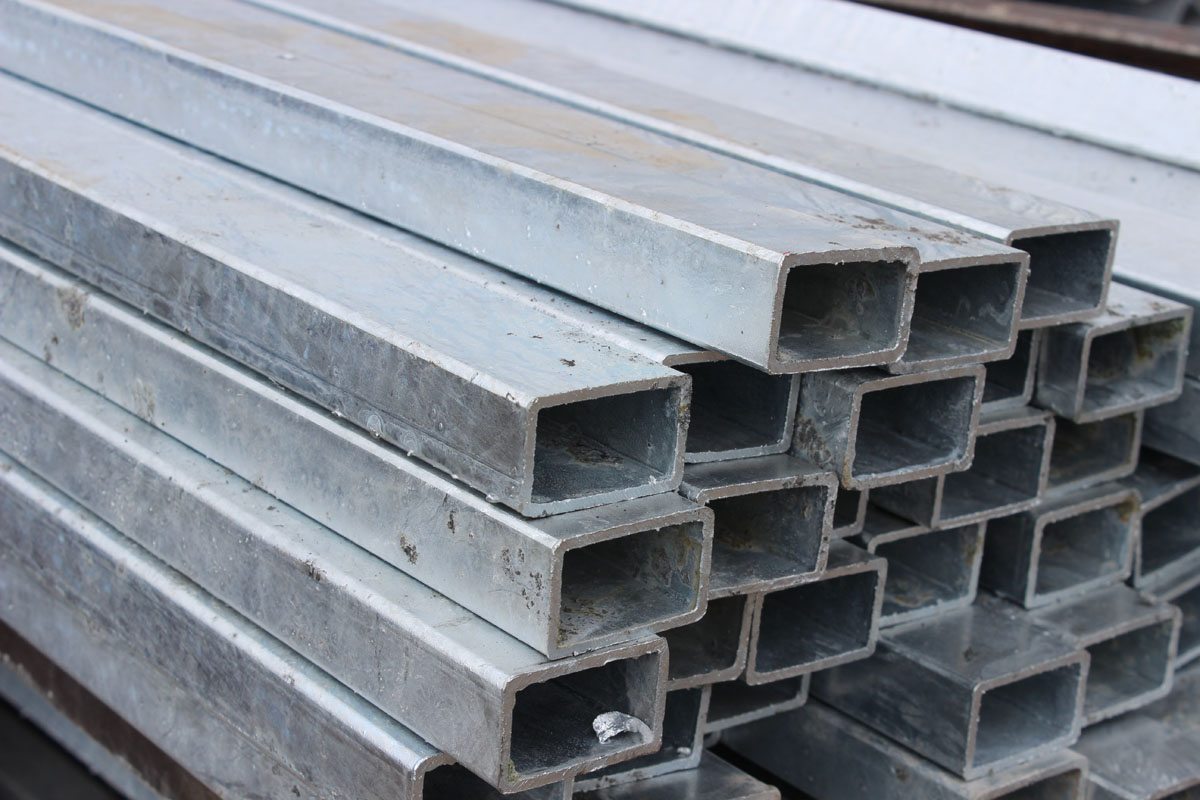

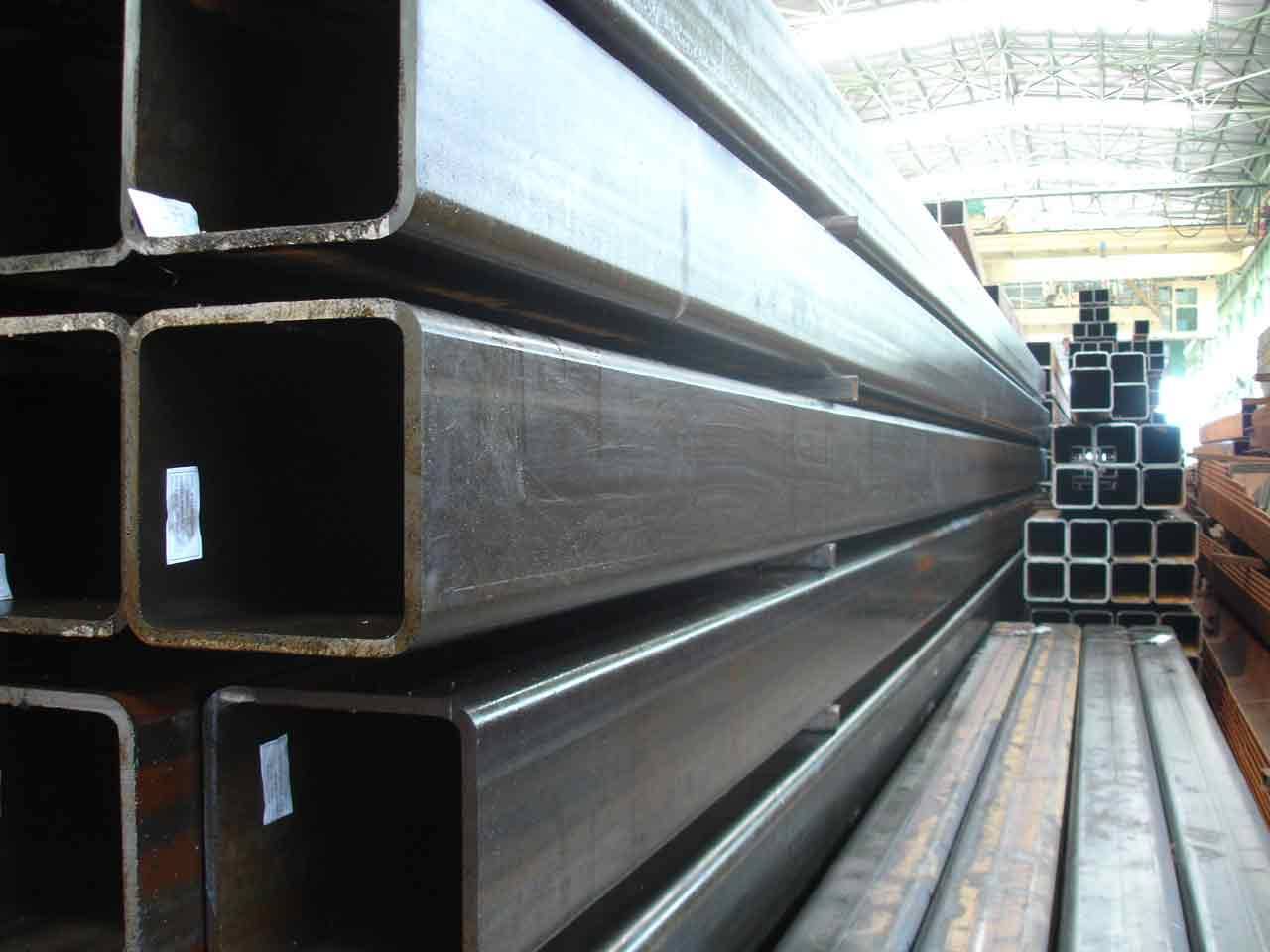
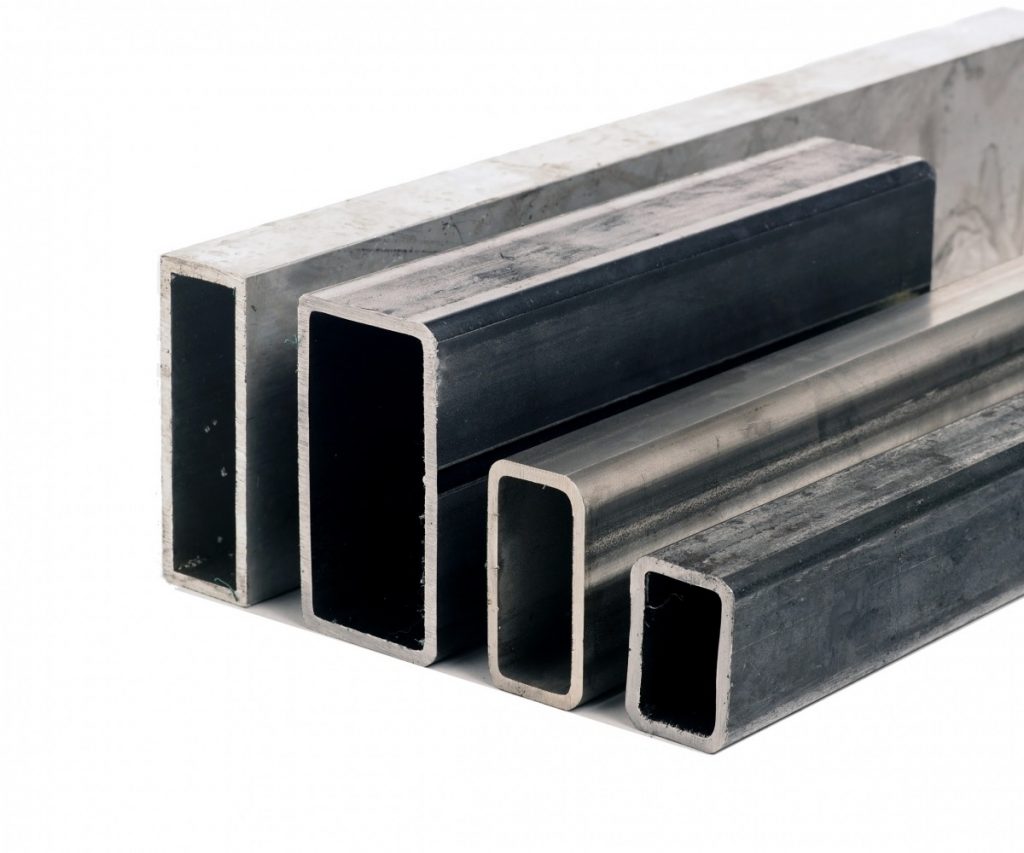
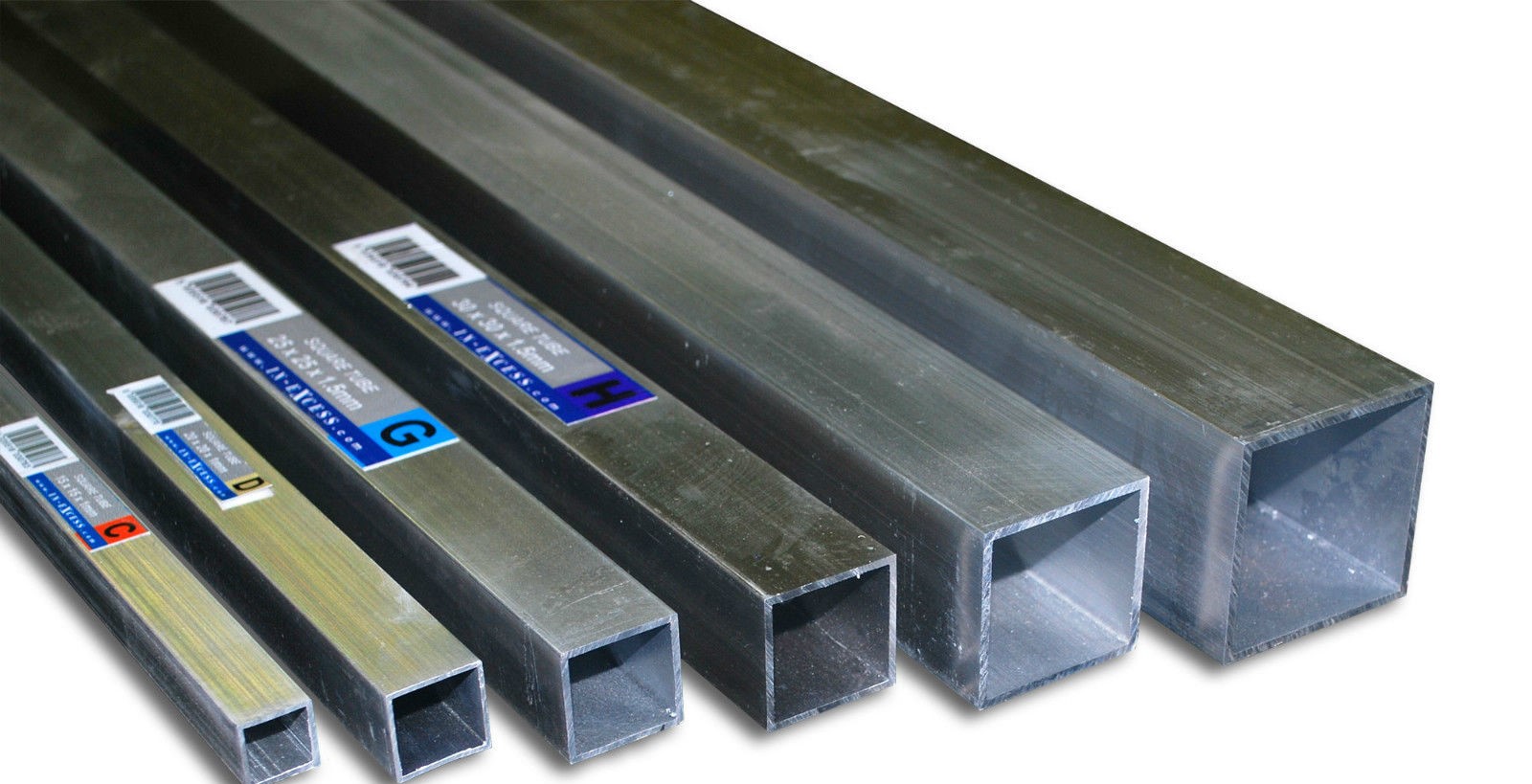
Profilirana cijev može biti aluminij, metal, pocinčana. Osim toga, razlikuje se po izgledu - može biti vanjski kvadratni, pravokutni, uključujući debelostene i tanke stijenke. Prikaz profila ima raznolik presjek. Minimalni profil profilne cijevi je 1x1 cm, ali maksimalna veličina presjeka može doseći 50x40 cm, a debljina ovog proizvoda može biti od 1 mm do 2,2 cm. distribuira je segmentu. Težina takvog proizvoda je mala zbog činjenice da je cijev u sredini prazna. Tako je proizvedeni dizajn znatno lakši.

Koriste se profilirane cijevi:
- za organizaciju okvira za buduću izgradnju;
- za uređenje platformi i velikih stadiona;
- za izgradnju i rekonstrukciju lukova i mostova;
- za izgradnju raspona na poljoprivrednim zemljištima;
- kao osnovu bilborda;
- za izgradnju mansardi ili zgrada niskog tipa;
- za izgradnju pregrada ili prostora za industrijsku uporabu.



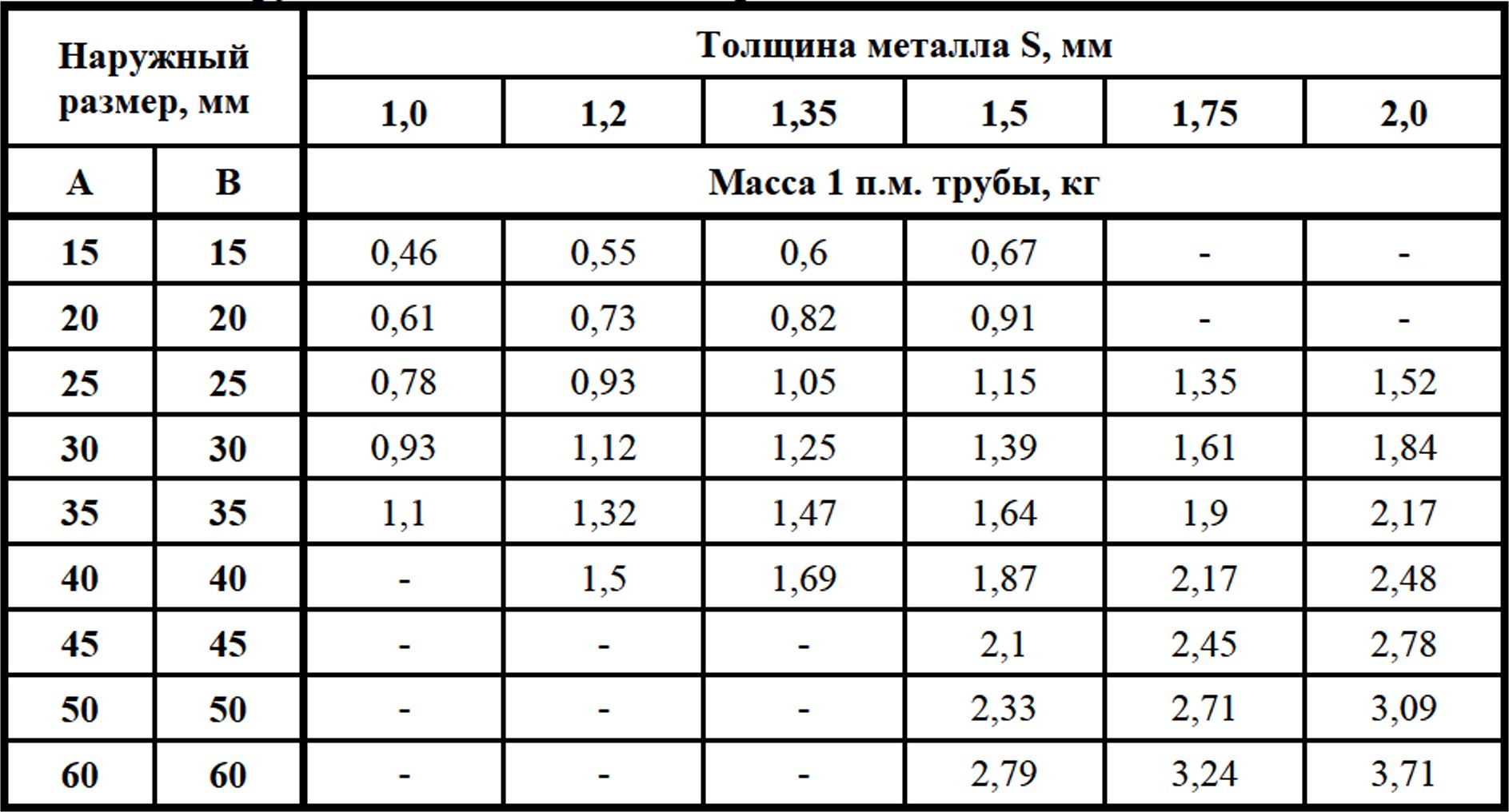
Vrlo je važno u radu mase materijala. Da biste razumjeli koliko je cijev teška i je li prikladna za potreban rad, pomoći će vam stol koji proizvođač pridaje svakoj vrsti cijevi. Na temelju njezinih podataka moći ćete odrediti hoće li se moći savijati kod kuće. Valja napomenuti da je ovaj materijal osnovan u nekim građevinskim radovima iu građevinama. Može se koristiti za organiziranje okvira preklapanja skladišne zgrade. Tako dobiti pouzdan i prilično pristupačan dizajn.
Ako su skele izrađene od profilnih cijevi, tada se lako može doći do pročelja bilo koje zgrade za popravak ili radove okrenutih prema licima.


Zbog činjenice da su cijevi ovog tipa lako spojene u kratkom vremenu, uz njihovu uporabu možete ugraditi toranjsku dizalicu i nećete morati koristiti teške strojeve.
Što se tiče značajki ovog materijala, među njima su sljedeće:
- upotreba ovih cijevi je ekonomična opcija, budući da izgradnja velikih zgrada zahtijeva malo materijala;
- Brzina instalacije i njena lakoća su značajna prednost, što vam omogućuje da u kratkom vremenu izgradite glomaznu zgradu;
- u proizvodnji cijevi profilnog tipa primjenjuju se antikorozivni tretman, koji je u potpunosti prikladan za sanitarne i higijenske standarde;
- Još jedna značajka profila profilne cijevi je zamjena jedne cijele konstrukcije, jer u takvim radovima nije potrebno rastavljati je na oštećeni dio, a dovoljno je ukloniti staru cijev i ugraditi novu na istom mjestu;



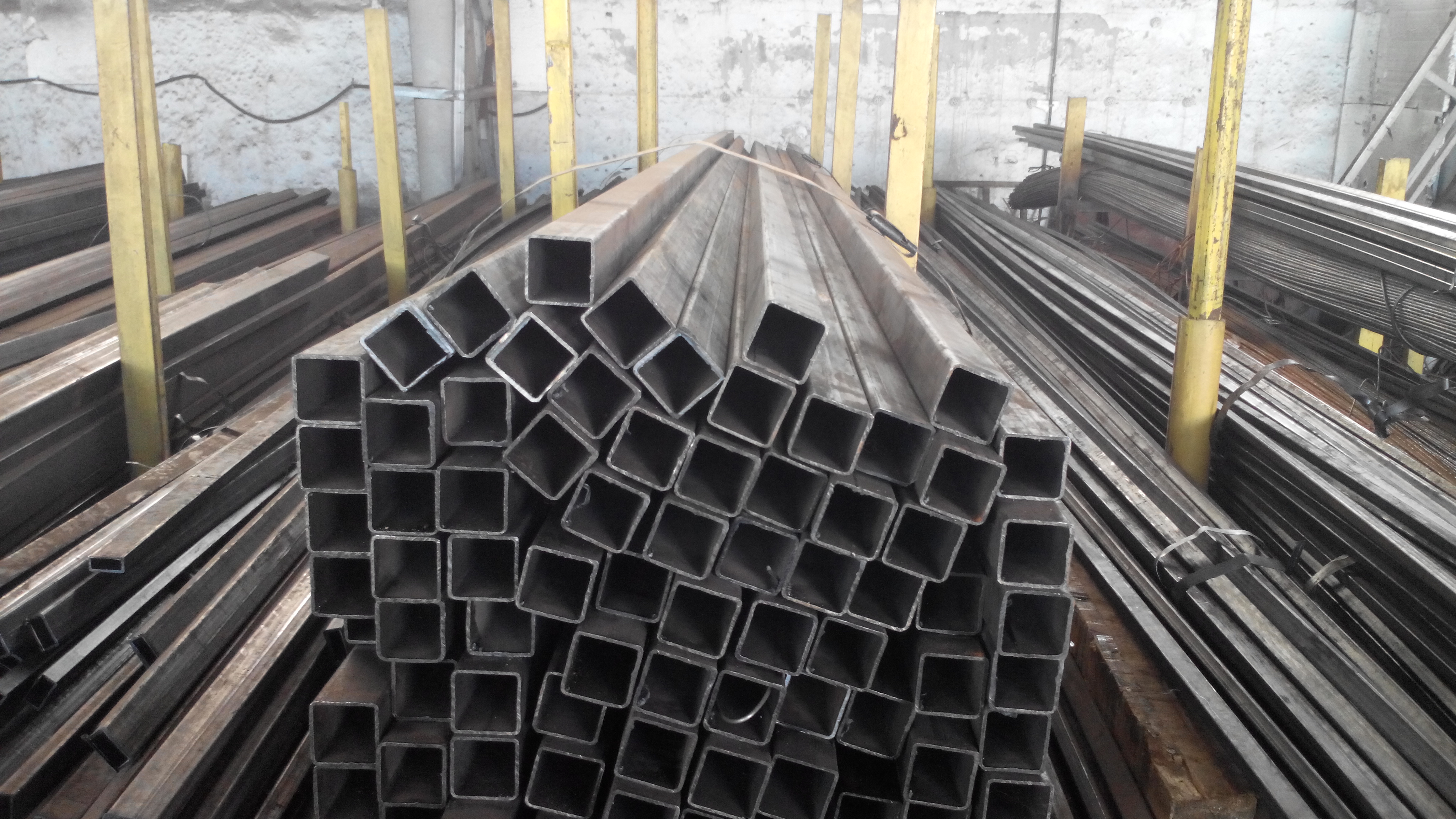
- Jednostavnost transporta opravdana je činjenicom da su cijevi kvadratnog ili pravokutnog oblika i tako sigurno pričvršćene u jednom položaju;
- takve su cijevi otporne na velika opterećenja i na savijanje;
- njihovo korištenje omogućuje projektiranje konstrukcija bilo koje vrste složenosti.



S obzirom na činjenicu da cijevi profila tipa imaju takve značajke koje znatno premašuju opcije s kružnim poprečnim presjekom, stekle su popularnost i postale relevantne za uporabu u različite svrhe. No, mnogi smatraju kao nedostatak visoku cijenu takvog proizvoda i nisku razinu otpornosti na koroziju.
vrste
Teže je napraviti proftruby, nego opcije s okruglim dijelom. Proces proizvodnje u ovom slučaju odvija se u nekoliko faza. U prvoj fazi, postrojenje kupuje poluproizvod, odnosno metalne trake debljine koja će biti debljina zidova gotove profilne cijevi. Dalje, traka se odmotati, proizvesti uzdužno rezanje, ravnanje, odrezati krajeve traka, obaviti zavarivačke radove i smjestiti ih na skladišnu opremu. Na ovoj opremi izrađuje se cijev okruglog poprečnog presjeka, a zatim se ugrađuje u stroj za oblikovanje. Ovaj stroj obavlja preliminarno zavarivanje dijelova cijevi i pušta u rad opremu koja provodi temperaturnu obradu i tvori profilnu sekciju okrugle cijevi.
Nakon završetka proizvodnje proizvod se provjerava u skladu s GOST standardima. Za takvo ispitivanje provodi se otkrivanje pukotina, vizualni pregled proizvoda i provjera dimenzija. U završnoj fazi proizvedene cijevi se režu na određene komade i pakiraju.
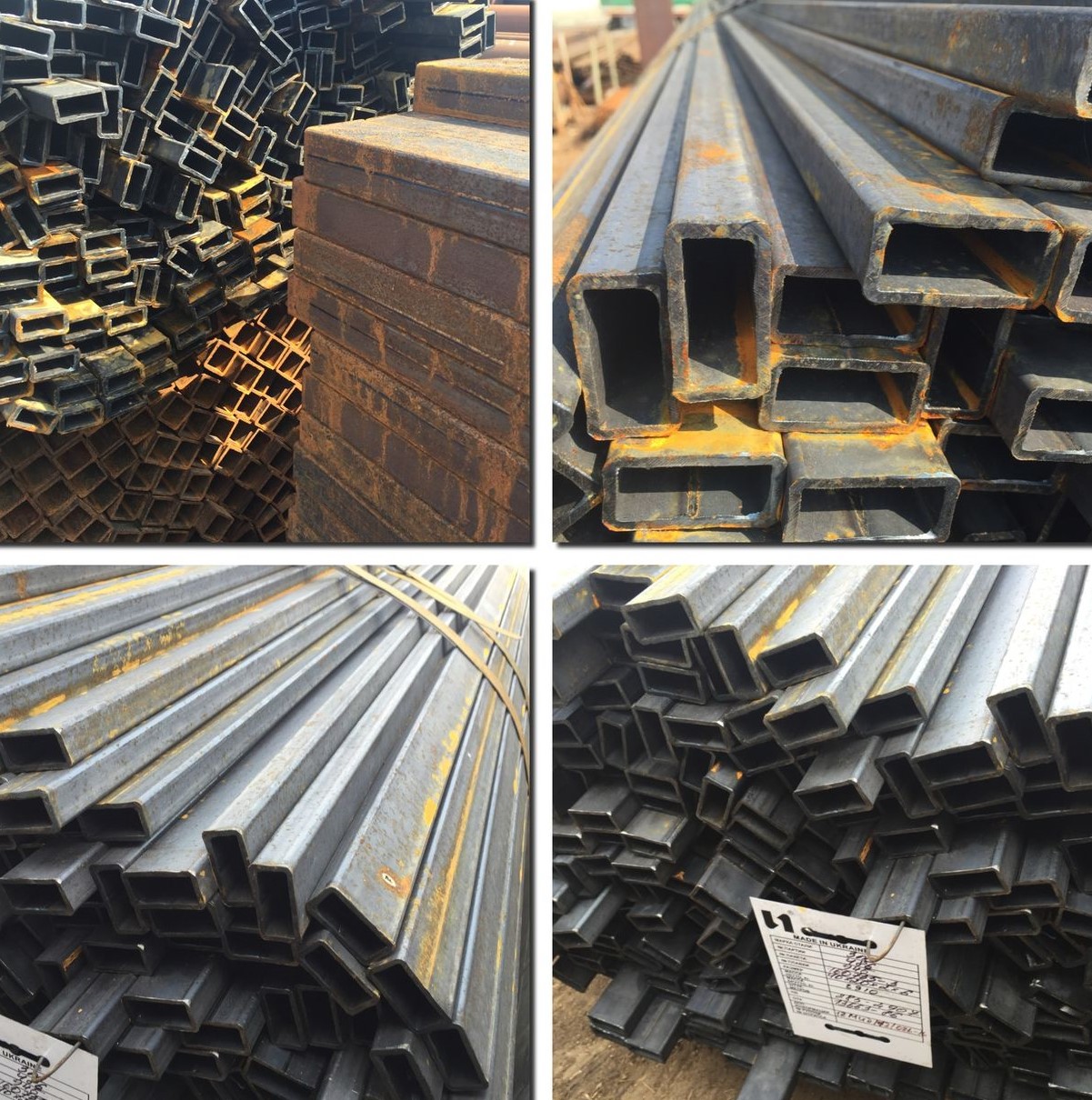
Postupak proizvodnje može se razlikovati, jer cijevi mogu biti bešavne, toplo valjane i hladno valjane. Osim toga, čak i tehnologija za izradu materijala s profilom može biti različita.
Vrste cijevi:
- Besprijekorno vruće. Ova opcija ima visoku čvrstoću, otpornost na koroziju.
- Profil hladno valjan. Dizajniran da izdrži veliki i pravilan pritisak. Osim toga, takav proizvod ima odličan pokazatelj gustoće.
- Zavarivanje profilnim profilom. Ovaj tip ima dobar pokazatelj gustoće i dizajniran je za dugotrajan rad.
Ako govorimo o upotrebi takvih cijevi, onda one koje pripadaju standardnoj sorti mogu se koristiti za vođenje cjevovoda, izvlačenje kablovske opreme, stvaranje skela, a također i kao ograda za određeni dio. Cjevovodi se koriste za izgradnju cjevovoda gdje su mogući padovi tlaka. Postoje i vrste otporne na toplinu koje se koriste u industrijskoj i prehrambenoj industriji, te specijalne cijevi profila tipa, koje se koriste u procesu izrade dijelova za automobile. Što se tiče cijevi, koje se koriste u procesu izgradnje objekata, to su strukturne varijante profila. Uz njihovu pomoć u izgradnji je potrebno koristiti dizalice i druge teške opreme za izgradnju nebodera nestaje.



Odvojeno, treba uzeti u obzir oblik cijevi. Izrađene su u ovalnom, pravokutnom, kvadratnom i ravnom dijelu. Osim toga, oni se razlikuju po materijalu. Može biti metal ili plastika. Metal je najtraženiji materijal jer je izdržljiv. Što se tiče plastike, njegova je stabilnost niža, ali je cijena prihvatljivija.
Faze proizvodnje
Proces proizvodnje cijevi sastoji se od nekoliko faza:
- obradu dobivene trake;
- proizvodnja s okruglim dijelom;
- promjenu iz okruglog oblika;
- provođenje toplinske obrade i rezanje do potrebnih dimenzija;
- kontrolirati usklađenost s GOST-om.

Materijal za izradu profilne cijevi isporučuje se postrojenju u obliku metalnih valjaka. Ovi valjci su odmotani i izrezani u stroj za rezanje. Nakon rezanja valjka na željenu širinu, trake se zavaruju u jednu dugu i ovijaju na bubanj. To je potrebno kako bi glodalica prestala raditi. Na taj način izbjegavajte poremećaje u proizvodnji.


Nakon toga se cijev dovodi iz bubnja u stroj za oblikovanje, koji proizvodi cijev cijevi kružnog poprečnog presjeka. U ovoj fazi dobiva se cijev koja nije zatvorena šavom. U fazi oblikovanja praznog metala, metal se podvrgava toplinskoj obradi. Nakon obrade, obradak se postavlja na mlin za zavarivanje, koji zavaruje cijev. Sam zavarivanje se provodi na način na koji se koristi peć, odnosno pomoću zaštitnog plina ili pomoću struje visoke frekvencije. Što se tiče šava, može biti ravan ili spiralni. Kako bi šav za zavarivanje bio pouzdan i izdržljiv, stroj širi rubove šava. Tako se dobiva burr - višak kapljica rastaljenog metala se utiskuje u površinu profilirane cijevi, a dodatno se odstrani uz pomoć rezača, a na kraju ove faze cijev se hladi sastavom emulzije.

U sljedećem stupnju, traženi presjek profilirane cijevi je oblikovan iz kružnog presjeka cijevi. Ovaj se postupak odvija u jednoj ili u dvije različite verzije. Tako, na primjer, ako postoji potreba za izradom cijevi s ovalnim ili ravnim dijelom, tada se za to treba obratiti kroz valjke kalibracijskog tipa. Namijenjeni su za poravnavanje obratka po cijeloj dužini. Ako postoji potreba za kvadratnim, pravokutnim ili bilo kojim drugim dijelom, tada se prethodnom koraku dodaje još jedan korak - preskakanje izratka kroz stroj za profiliranje. On je već u automatskom načinu rada formira sekciju uspostavljenu na upravljačkoj jedinici.
Na kraju proizvodnje, nastala cijev se reže na segmente iste duljine, provodi se studija za usklađenost sa standardima i, ako se sve uklapa, pakira se i šalje primatelju.

Da bi se cijev dodatno zaštitila, provoditi hladno ili vruće pocinčavanje. Ako se vrši vruće pocinčavanje, za to se cijev čisti i uranja u vrelu cinkovu kupku, a ako se koristi hladna metoda, nanosi se sloj praška ili polimerne boje na površinu proizvoda.
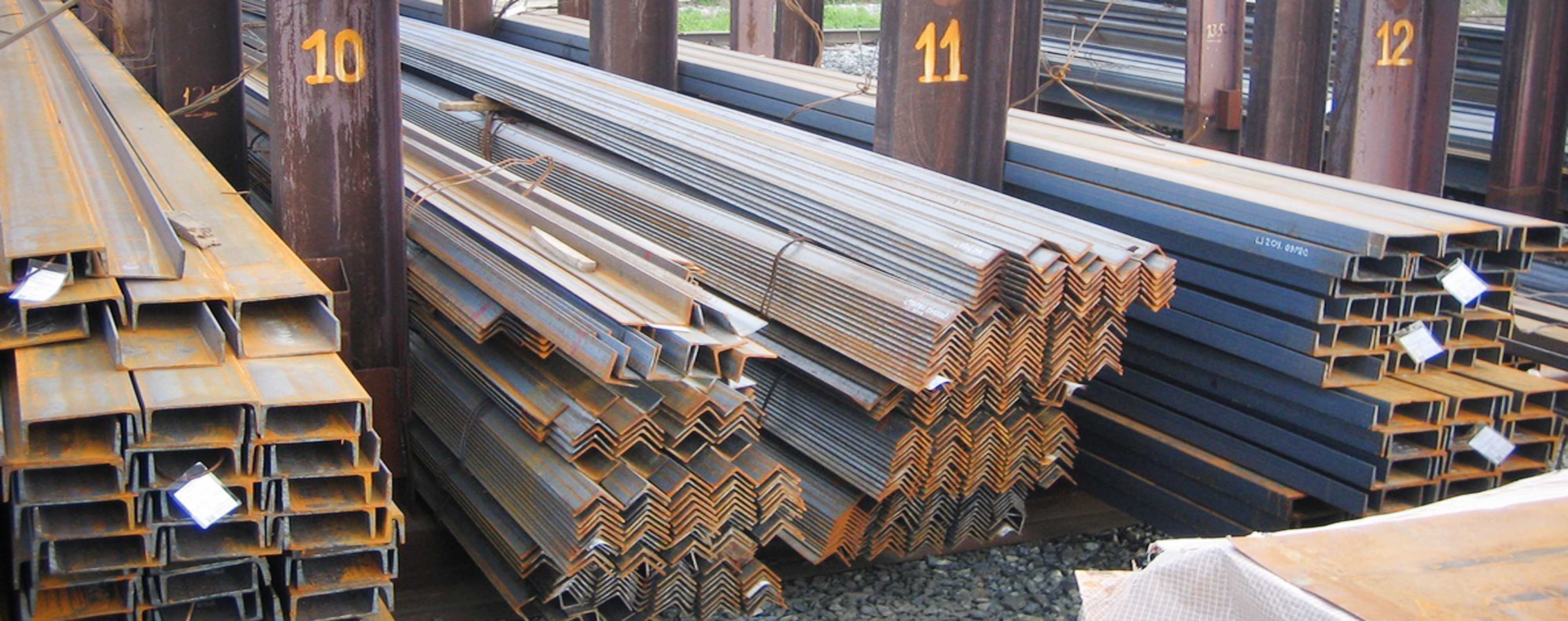
veličina
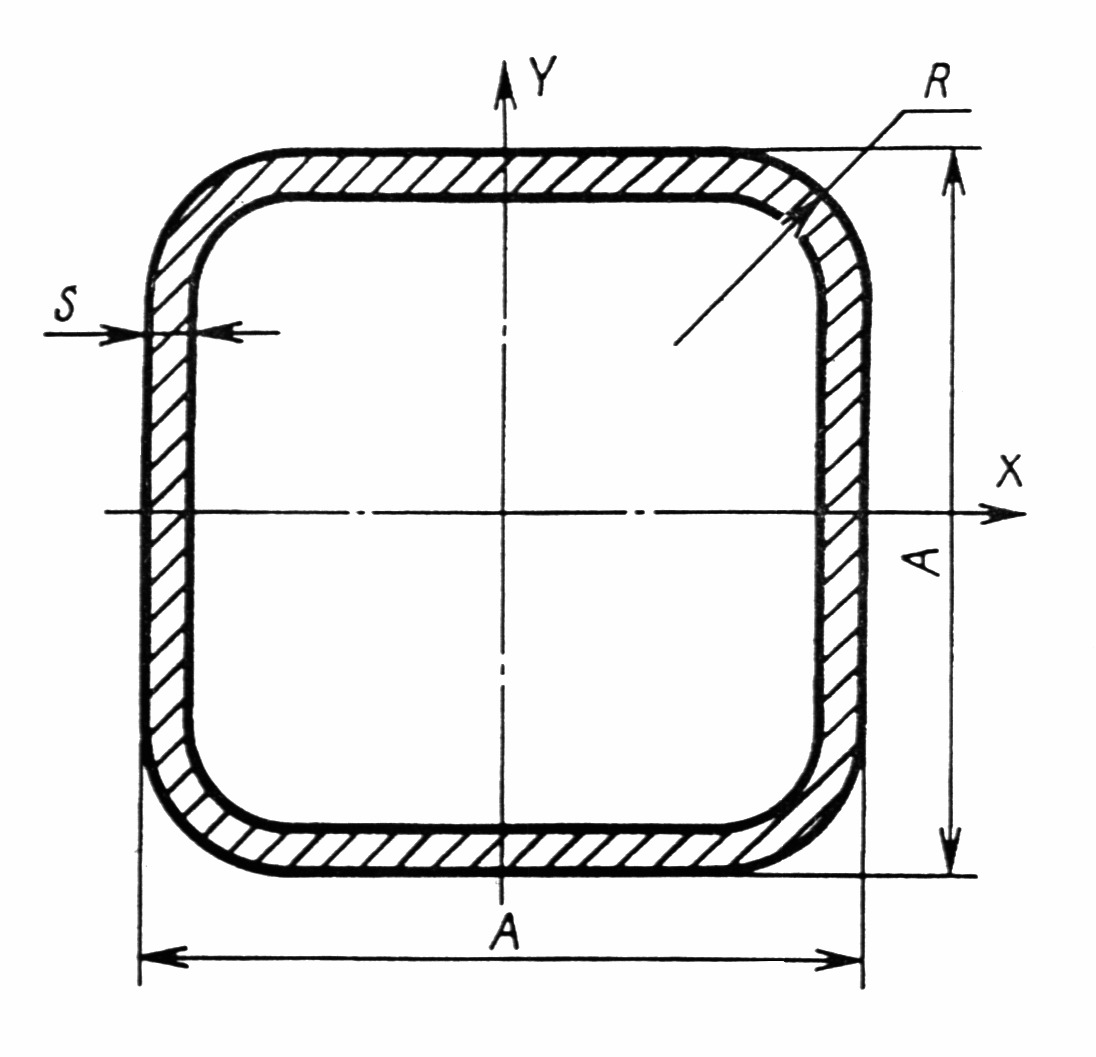
Prema standardima, veličine cijevi različitih profila izračunavaju se na temelju sirovina koje se koriste za njihovu proizvodnju. Takav metal ima gustoću od 7,85 grama po kvadratnom centimetru. Za cijevi s profilnim profilom, postoje određeni kriteriji koji su navedeni u GOST 8645-68.
Zahtjevi proizvoda su sljedeći:
- vanjski zid ima duljinu od 1,5 do 18 cm;
- vanjska širina može biti od 1 do 15 cm;
- debljina stijenke može također biti od 1 mm do 1,2 cm;
- presjek može biti najrazličitiji;
- težina se izračunava u metrima, na primjer, jedan metar može biti 300 grama i 55 kilograma, sve ovisi o dijelu cijevi.

Tako se profilna cijev kvadratnog poprečnog presjeka može izraditi prema GOST-u, što omogućuje izradu cijevi s vanjskim rebrima duljine od 1 do 18 cm i debljine stijenke od 1 do 6 mm. U ovom slučaju, površina poprečnog presjeka može varirati od 0,343 cm2 do 90 cm2. Težina može biti od 269 grama na 1 metar i do 70 kg na 1 metar.
Ako je napravljena struktura s ovalnim poprečnim presjekom, tada se u proizvodnji takvih proizvoda može koristiti veće i manje veličine. Što se tiče velikih veličina, njihov promjer može biti od 6 mm do 9 cm, a manji promjer može biti od 3 mm do 50 mm.Debljina zidova može biti od 0,5 do 2,5 mm. Također je uz ovu proizvodnju dopušten vanjski promjer od 5 mm i do 11 cm.Ako je cijev proizvedena prema tim parametrima, tada težina jednog metra proizvoda može doseći 4 kg.
GOST propisuje dimenzije i druge parametre cijevi koje su najtraženije među potrošačima. U proizvodnji takvih cijevi za jednog kupca s velikim brojem proizvoda može se raspravljati o zasebnoj odredbi u GOST-u.
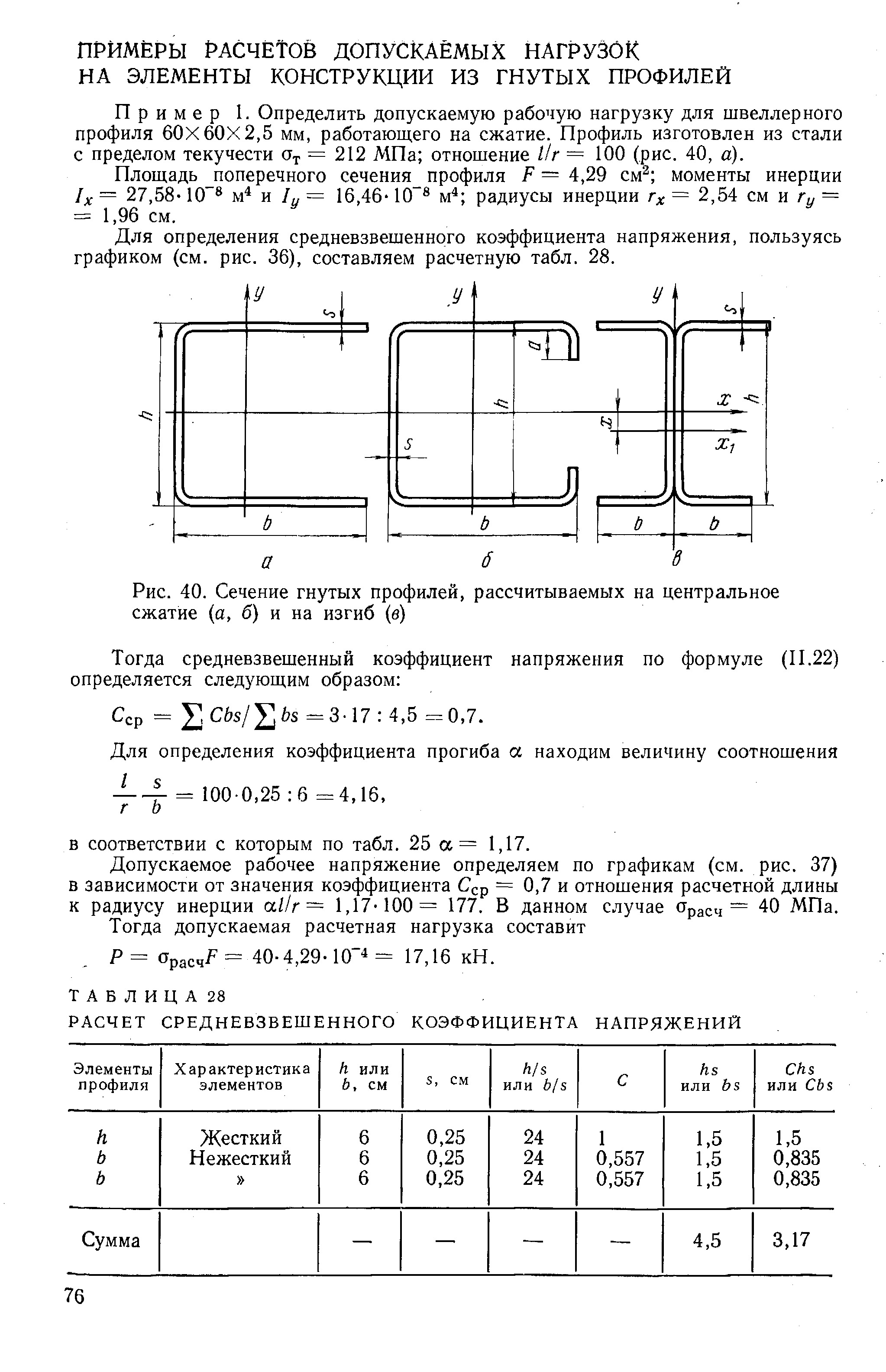
Izračun opterećenja
Pri odabiru profilne cijevi kupac treba znati koliko je važno provesti proračun parametara i opterećenja potpornih konstrukcija. No, ne zna svatko kako pravilno provesti takve izračune i kupiti cijev takvog presjeka, tako da su opterećenja prikladna za buduću izgradnju. Ako su od cijevi izgrađene ograde, ograde ili staklenici, tada je moguće bez izračuna, ali ako se iz tih cijevi izgrade krov, krov, vizir itd., Potrebno je izvršiti precizne izračune.
Bilo koji materijal ima svojstva da izdrži određena opterećenja. U ovom slučaju, nije iznimka ni čelik od kojeg su cijevi načinjene s profilnim profilom. Ako će struktura biti pod utjecajem pravilnog opterećenja, tada će to moći izdržati, ali, nažalost, ona će se saviti. No, nakon uklanjanja težine iz konstrukcije, vratit će se u prvobitni položaj. A ako prekoračite dopušteno opterećenje, tada će se saviti i nakon što uklonite težinu, ostat će u savijenom položaju.

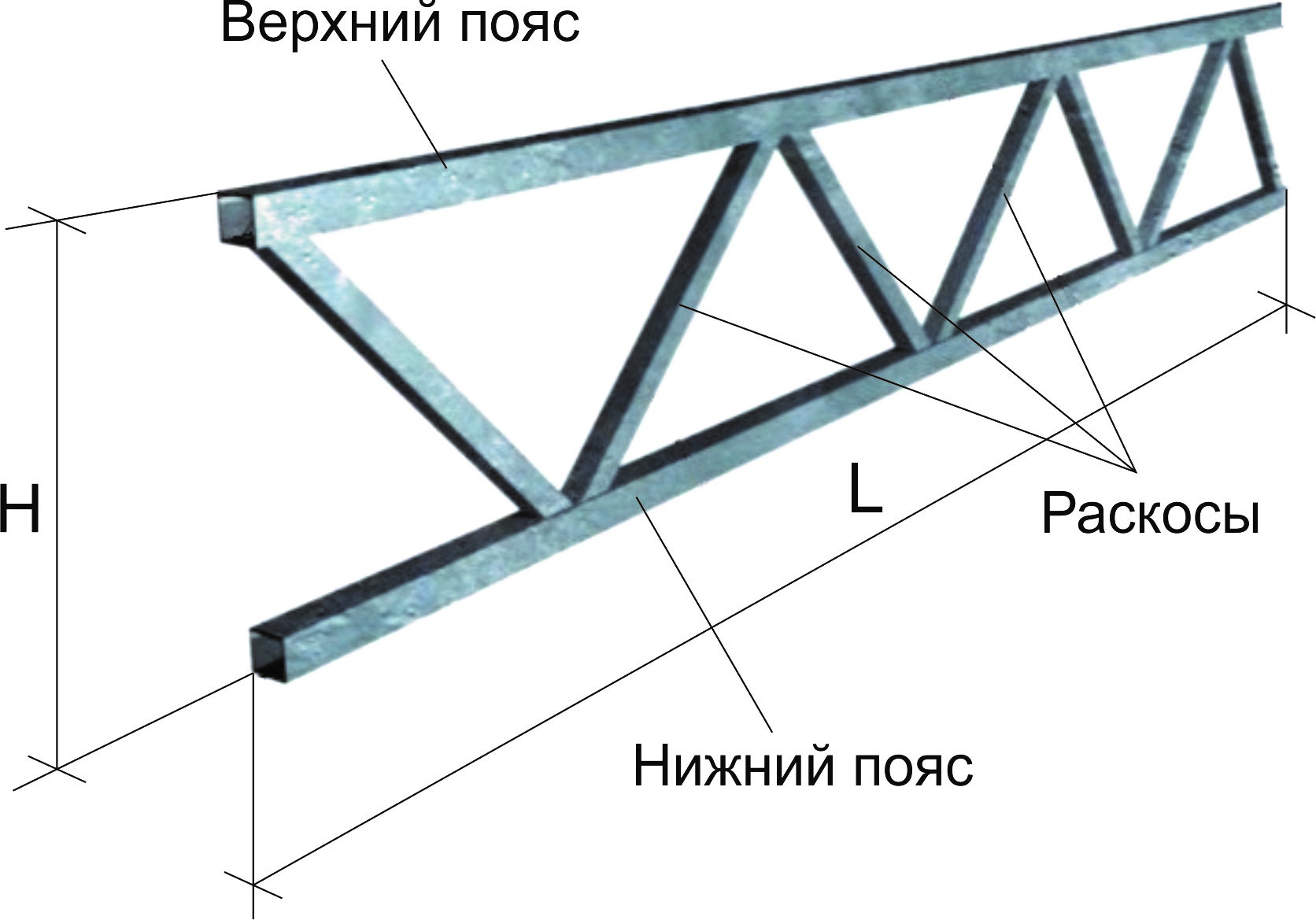
Pri izvođenju izračuna opterećenja potrebno je uzeti u obzir sljedeće parametre:
- dimenzije i tip cijevi;
- konstrukcijski parametri naprezanja;
- kvalitetu izvornog koda iz kojeg će se izraditi cijev;
- vrste mogućih opterećenja kojima se mora oduprijeti konstrukcija cijevi.

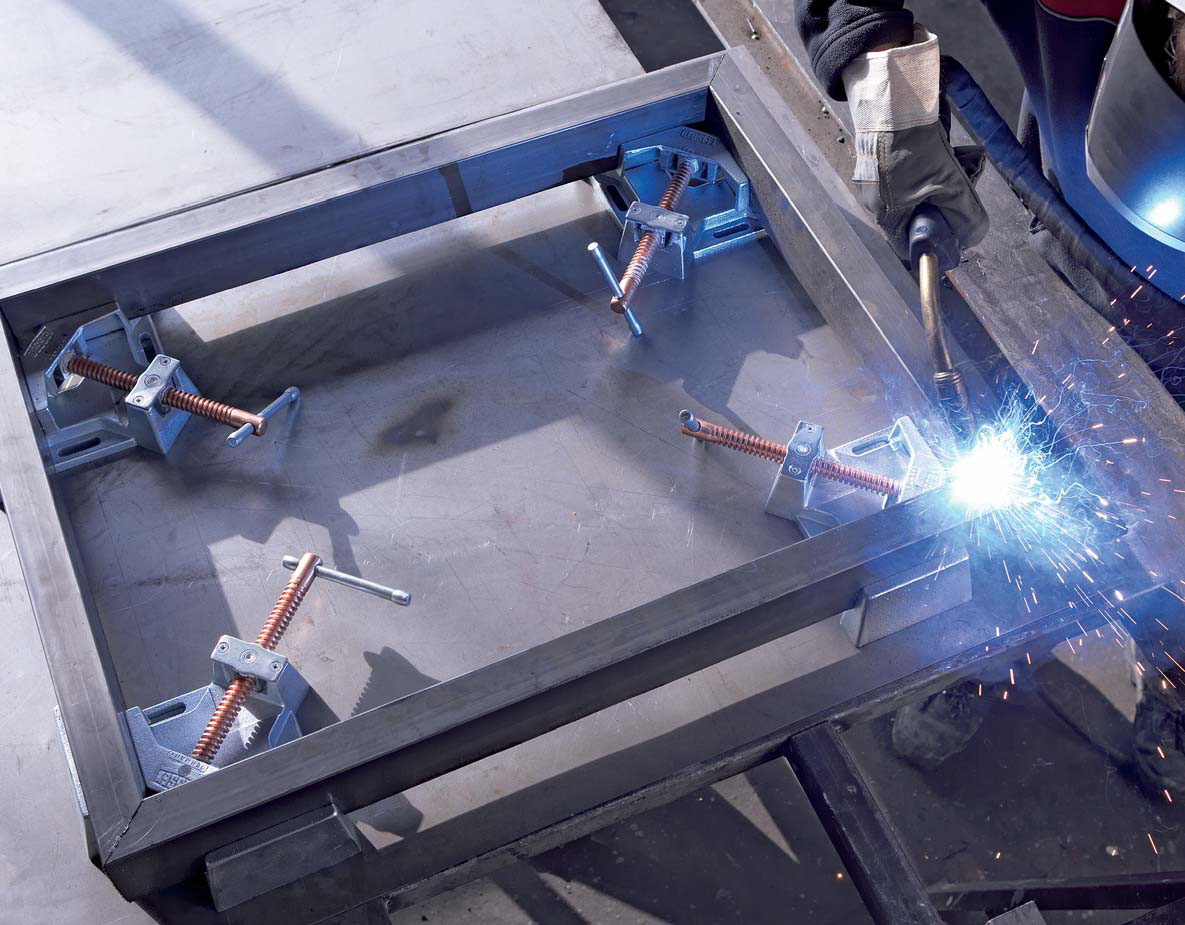
montiranje
Profilne cijevi se izrađuju prema standardima koje je utvrdio GOST. To daje mogućnost korištenja materijala kao osnove potpornih struktura. Kako bi se konstrukcija izgradila u kratkom vremenu, stručnjaci su razvili posebne spone. To može biti kao stezaljke, i različite ploče i stezaljke. U suvremenoj gradnji najčešće se koriste priključci za rakove. Mogu kombinirati nekoliko materijala. Oni mogu biti u obliku X-, G- i T-oblika. Proizvode se od pocinčanog čelika. Glavna prednost takvog sustava za pričvršćivanje sastoji se od dvije komponente, koje omogućuju potpuno omatanje proizvoda i njihovo sigurno pričvršćivanje.
Također koristite sustav stezaljki i spojnih elemenata za spajanje cijevi. Konektori su križnog oblika, trostruki i kutni. Križ i štap mogu spojiti nekoliko cijevi, a uz pomoć ugla možete saviti konstrukciju.

Ako postoji nekoliko vrsta zatvarača, ne možete koristiti zavarivanje, što je vrlo prikladno za projektiranje male konstrukcije, primjerice šatora i sličnih sitnica.
Savjet
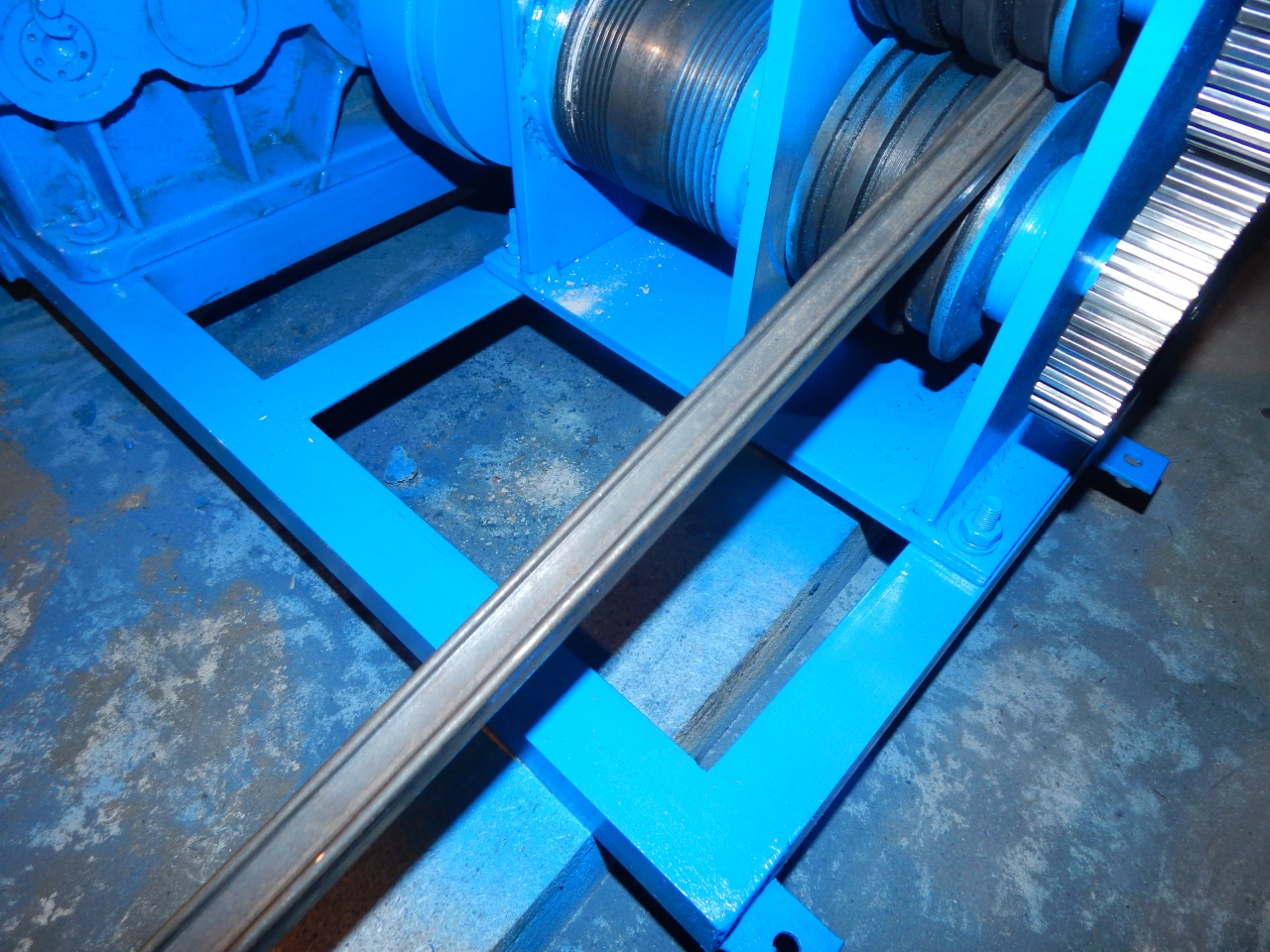
Za izradu cijevi, o kojima se govori u ovom članku, koristite posebne valjke. Oni mogu imati veliku snagu, pomoću koje se cijevi ispod utvrđenog dijela deformiraju. Ako sami želite napraviti cijev ove vrste, koja neće podnijeti veliko opterećenje, na primjer, za proizvodnju namještaja ili staklenika, onda je dovoljno kupiti mali stroj koji može napraviti metalni profil. A ako je potrebno izraditi profilne cijevi koje će izdržati određena opterećenja, odnosno upotrijebiti ih za projektiranje nosivih konstrukcija, tada već postoji potreba za kupnjom gotovih elemenata koji se proizvode po posebnoj tehnologiji iu tvorničkim uvjetima.


Proizvodnja u tvornici odvija se prema sljedećim koracima:
- Postrojenje prima velike kanale željeznog kalema, koje se režu na trake koje odgovaraju dijelu cijevi koja se proizvodi;
- zatim, pomoću aparata za zavarivanje, sve trake su povezane u jednu dugu traku, koja je namotana na bubanj;
- zatim stavite ovu traku u stroj, koja oblikuje traku u cijevi kružnog poprečnog presjeka;
- nakon toga se slijepe zavaruju u jednu cijelu okruglu cijev;
- zatim se zavareni elementi hladi i obrađuje;
- Nakon obrade, cijevi se postavljaju u stroj koji već čini kružni dio s utvrđenim presjekom, tj. u cijevi kvadratnog, pravokutnog ili ovalnog poprečnog presjeka.
Stručnjaci preporučuju korištenje 4 valjka u izradi četverokutne cijevi i stroja s 2 valjka u proizvodnji cijevi ovalnog presjeka.

Također, nakon proizvodnje cijevi, oni moraju biti testirani za usklađenost sa standardima GOST-a.
Da biste to učinili, upotrijebite ove metode kontrole:
- Metoda vrtložne detekcije propusta koja otkriva magnetsku i električnu pouzdanost.
- Vizualni pregled otkriva moguću prisutnost nedostataka, žljebova, nepravilnosti i sličnih kriterija koje prethodna faza pregleda ne može otkriti.

Po završetku ispitivanja, struktura se zagrijava i hladi. Stoga se proizvod podvrgava toplinskoj obradi. Ako se provodi samoizgradnja, bolje je provesti visokotemperaturnu obradu lampe tipa rotora. No, bolje je da ne napravite takvu cijev sami, jer zahtijeva prisutnost 4 role, kao i specijalizirani stroj koji obavlja rad s visokom razinom buke, što je neprihvatljivo za životne uvjete.
Ako je cijev proizvedena kvadratnim presjekom, proizvod mora u potpunosti odgovarati standardima GOST 8639-82. Ako ima pravokutni poprečni presjek, tada treba poštivati standarde GOST-a 8645-68, a ako cijev ima ovalni poprečni presjek, onda mora odgovarati GOST-u 8642-68. No, nakon proizvodnje, treba ga testirati, jer na taj način možete biti sigurni u kvalitetu proizvoda.

Državni standardi omogućili su postojanje takvih nedostataka:
- na vrh gotovog materijala mogu biti mali udubljenja, udubljenja, šljake i tragovi čišćenja;
- Prema normama, na zavarenom spoju su dopuštena mala mehanička oštećenja, tanki sloj vage, ostaci metalnih mrlja i tragovi nakon uklanjanja nedostataka.
Nakon proizvodnje i pregleda, krajevi su prilagođeni jednoj veličini, podrezivanje se izvodi strogo pod kutom od 90 stupnjeva.
U slučaju da se takvi dijelovi koriste kao materijal za pomicanje tekućina pod tlakom, potrebno je uzeti elemente koji mogu izdržati moguće padove tlaka. Takav se kriterij može izračunati pomoću posebno stvorene formule. Da bi se izračunao indeks učinka tlaka uz prisutnost pravokutnog ili kvadratnog presjeka, potrebno je koristiti formule koje su dizajnirane za određeni oblik dijela.
Također pogledajte video o tome kako proizvoditi oblikovane cijevi.














