Savijanje profila: učinkovite i sigurne metode

Savijanje cijevi obavlja se u građevinarstvu, komunalnim poduzećima, energetici, nafti i plinu, vodi i mnogim drugim područjima tijekom instalacije cjevovodnih sustava, izrade građevinskih konstrukcija, proizvoda za različite potrebe stanovništva i urbanih farmi. Općenito, nemoguće je sve računati, ali dobro je znati savijati cijevi. Druge metode mogu biti korisne u kućanstvu.

Vrste proizvoda
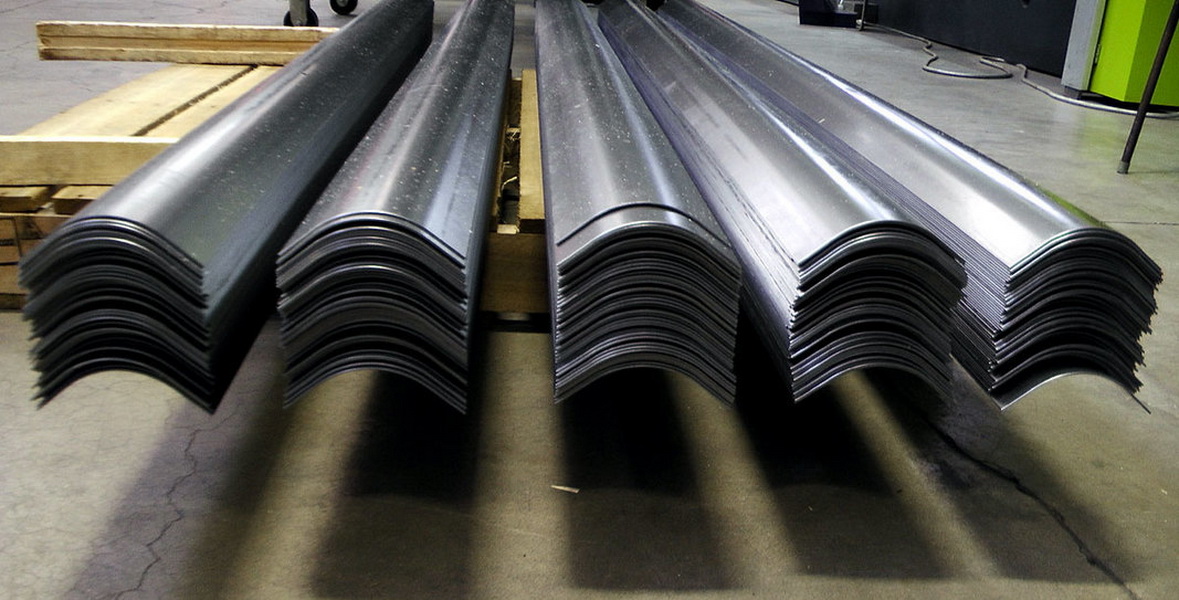
Proizvodi profilnog cijevnog valjanja predstavljeni su nizom metalnih cijevi različitih konfiguracija u poprečnom presjeku poprečnog presjeka. Oni mogu biti vrlo različiti, ali se razlikuju od okruglog, to jest, nestandardnog oblika: jajolikog i ravnogoralnog, pravokutnog oblika, često kvadratne konfiguracije sa zaobljenim kutovima, pa čak i višeslojne. Krug se koristi usko - uglavnom za izgradnju vodovodnih i kanalizacijskih mreža.





Profili kvadratnih i pravokutnih oblika više su traženi na tržištu. Zbog činjenice da je najlakše bilo koji materijal pričvrstiti na ravan zid, oni se popularno koriste u izgradnji industrijskih i stambenih zgrada. Takav element ima povećanu čvrstoću i ukrućenje u zgradi. Profil dobro podnosi momentna opterećenja (savijanje opterećenja), zbog čega su dobar izbor za uporabu u konstrukciji metalnog okvira zgrada različitih namjena.




Proizvodi se proizvode u širokom rasponu veličina, ovisno o vrsti metala: na primjer, bakar se može naći u nizu debeloslojnih profila velike vrijednosti površine reza, za razliku od aluminija. Namještaj je izrađen od tankoslojnih proizvoda od nehrđajućeg čelika. Materijal za proizvodnju često postaje čelika visoke ili niske legure. Kvadratne cijevi se međusobno razlikuju po proizvodnoj metodi: elektrolitički su, hladno valjane i toplo valjane, bešavne. Posebna značajka zavarivanja je prisutnost medija inertnog plina, ali postoji još jedan način - indukcijsko zavarivanje.



Značajke
Proizvodi iz profilne cijevi nemaju veliku težinu, tako da je moguće lako i za kratko vrijeme stvoriti ne teške lučne konstrukcije. To je neophodno za izgradnju raznih staklenika i niske cijene staklenika.




Izgradnja s upotrebom metalnih okvira je važna ne samo za ljetne stanovnike i vrtlare. Često, potreba za korištenjem takvih građevinskih materijala proizlazi iz urbanih stanovnika, ako žele urediti privatno područje uz kuću. Na primjer, brzo i jeftino instalirati vidikovac, natkrivenu terasu ili polikarbonatni baldahin - to je vrlo uobičajeno u modernim gradovima.




Profilprokat također se koristi u izgradnji stepenica i ograda. Često se događa da standardna konfiguracija nije prikladna za određeni tip dizajna, ovdje je potrebno biti fleksibilan s upotrebom posebne opreme ili nekih trikova. O tome malo kasnije.




Cijevi proizvedene u proizvodnji imaju određene specificirane geometrijske parametre koji kasnije utječu na plastične karakteristike. Debljina zida i poprečna površina utječu na takav parametar kao minimalni radijus savijanja.Označava vrijednost zaokruživanja pri kojoj neće doći do mehaničkih oštećenja.
Deformacija čeličnih proizvoda nije tako jednostavna kao što se na prvi pogled čini. To zahtijeva određeni skup znanja, mogućnost odabira prave tehnologije i opreme. Samo davanje potrebnog izgleda nije suština našeg rada, dok ga obavljamo, potrebno je sačuvati važne parametre - debljinu zida, zadržati linearne dimenzije, a ne ometati operativne sposobnosti. Slijedeće opterećenja djeluju na radni predmet kao rezultat primjene sile: na unutarnji dio - sila kompresije, na vanjsku (vanjsku) - silu zatezanja. Shvaćajući njihovo djelovanje, element se deformira, dobiva pun ili djelomičan zavoj.
No, zbog osobitosti pojedinosti, moramo se suočiti s nekim problemima.
- Gubitak poravnanja zbog promjene oblika. To znači da cjevasti segmenti mogu biti u različitim ravninama, što je neprihvatljivo. Stručnjaci razlog za ovaj fenomen emitiraju pogrešan izbor metode savijanja.
- Puknuće vanjskog zida. U procesu istezanja metalni rafali, ako opterećenje prelazi količinu koju može izdržati.
- Zbog neravnomjernog stezanja unutarnje stijenke na njemu se formiraju nabori nalik na rebra.

Povratak na prethodni oblik niskolegiranih i ugljičnih legura s visokim koeficijentom elastičnosti. Nakon savijanja, mnogi elementi izgledaju kao "elastični", a proizvod nakon takve pojave mora se ponovno prilagoditi željenim dimenzijama, što može otežati rad. Kako bi se uklonili neželjeni problemi i dodatni rad, potrebno je odrediti vrijednost plastičnog momenta otpora materijala, a uzimajući u obzir ovaj parametar, provoditi postupak savijanja. Valja napomenuti da što je kut manji, to je manja elastična posljedica.

instrumenti
Prijenosni profilBibs
Vrlo je prikladno odmah savijati na mjestu instalacije. Da bi se to postiglo, racionalnije je koristiti prijenosne cijevi.

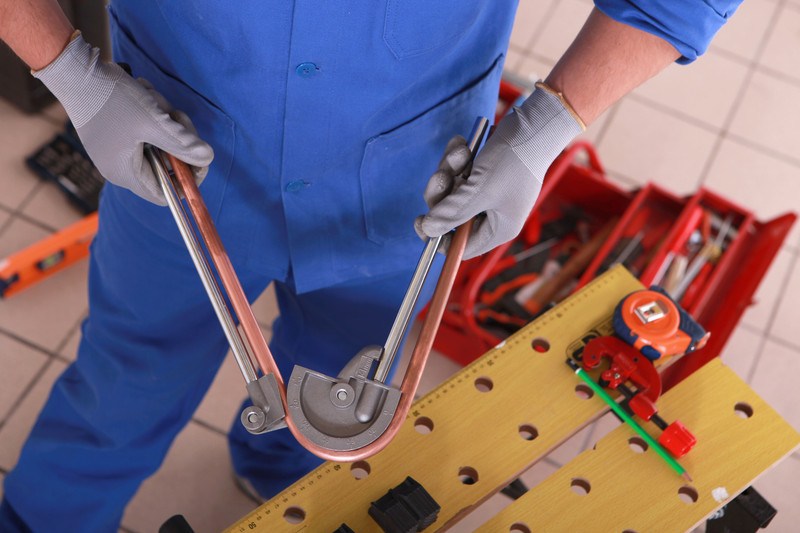
Profil poluga
Pri uporabi ovog uređaja savijanje profila događa se isključivo mehaničkom silom osobe. To postaje moguće zbog prisutnosti poluge u primjeni sile znatne veličine. Dijelovi od plastičnih metala i nehrđajućeg čelika čiji presjek nije veći od dva centimetra, mogu se saviti na 180 stupnjeva.
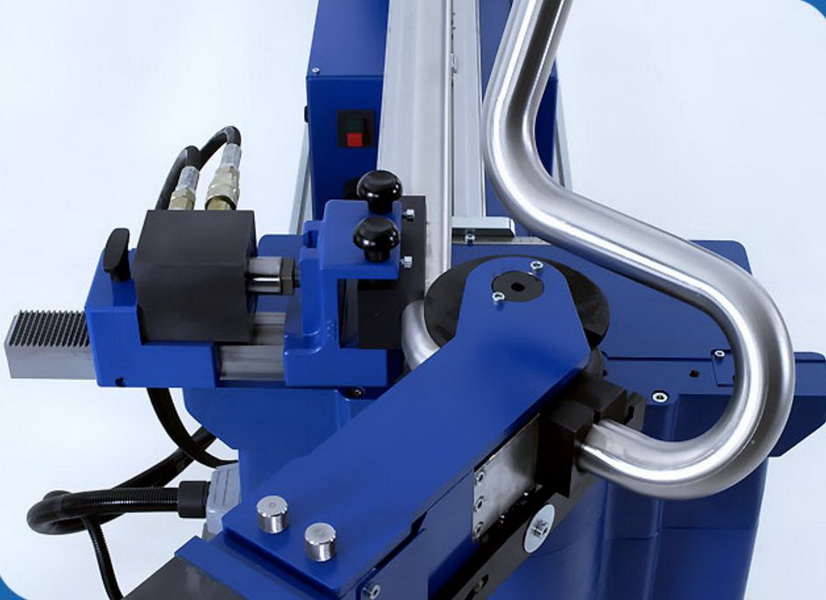
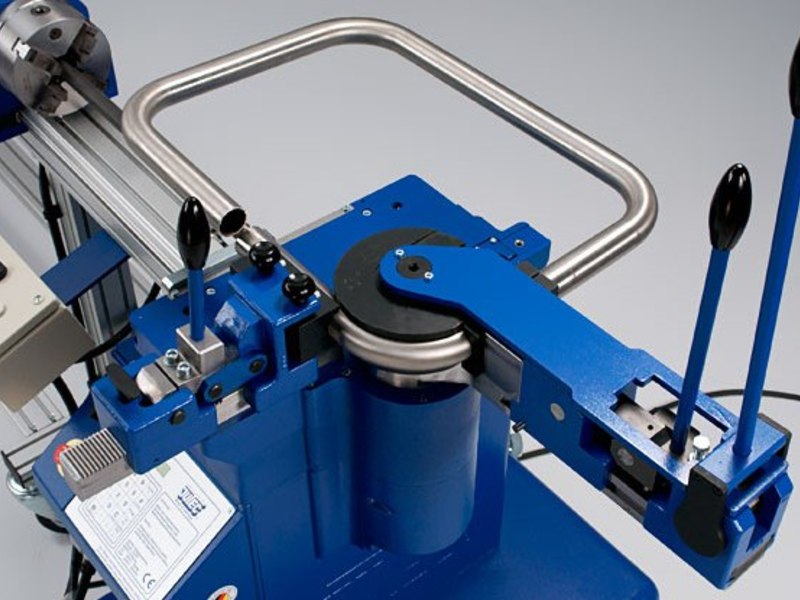
Strojevi za savijanje cijevi
Takav alat sastoji se od sljedećih dijelova:
- element za savijanje;
- pokretni chopik povezan s cipelom za savijanje;
- Dva potporna dijela koja se okreću oko vlastitih osi, na kojima se nalazi savijeni dio.

Uređaj može biti mehanički (vijak), hidraulički s ručnim upravljanjem ili s električnim pogonom. Takvi lako prenosivi uređaji lako savijaju kut od 90 stupnjeva prema metalnim proizvodima izrađenim od plastičnog materijala poprečnog presjeka do 100 mm.
hidraulički
U proizvodnji i uporabi u kućanstvu češći su hidraulički uređaji s ručnim ili mehaničkim izlaganjem.
Izlistavamo njihove prednosti:
- Velike količine koje se mogu izvesti u usporedbi s mehaničkim profilom.
- Mogućnost odabira okomitog ili vodoravnog savijanja cijevi polazeći od uvjeta radnog prostora i praktičnosti u radu.
- Jednostavnost zamjene udaraca (rezervni dijelovi za određivanje kuta).
- Postojanje uređaja koji istodobno savijaju više instalacija, što značajno smanjuje vrijeme provedeno.
- Uklanjanje teškoća u radu čak i za početnike.
- Postojanje cijevi za zaštitu od klizanja i uređaja koji upozoravaju na ozljede.
- Jednostavnost popravka ruku u kući.

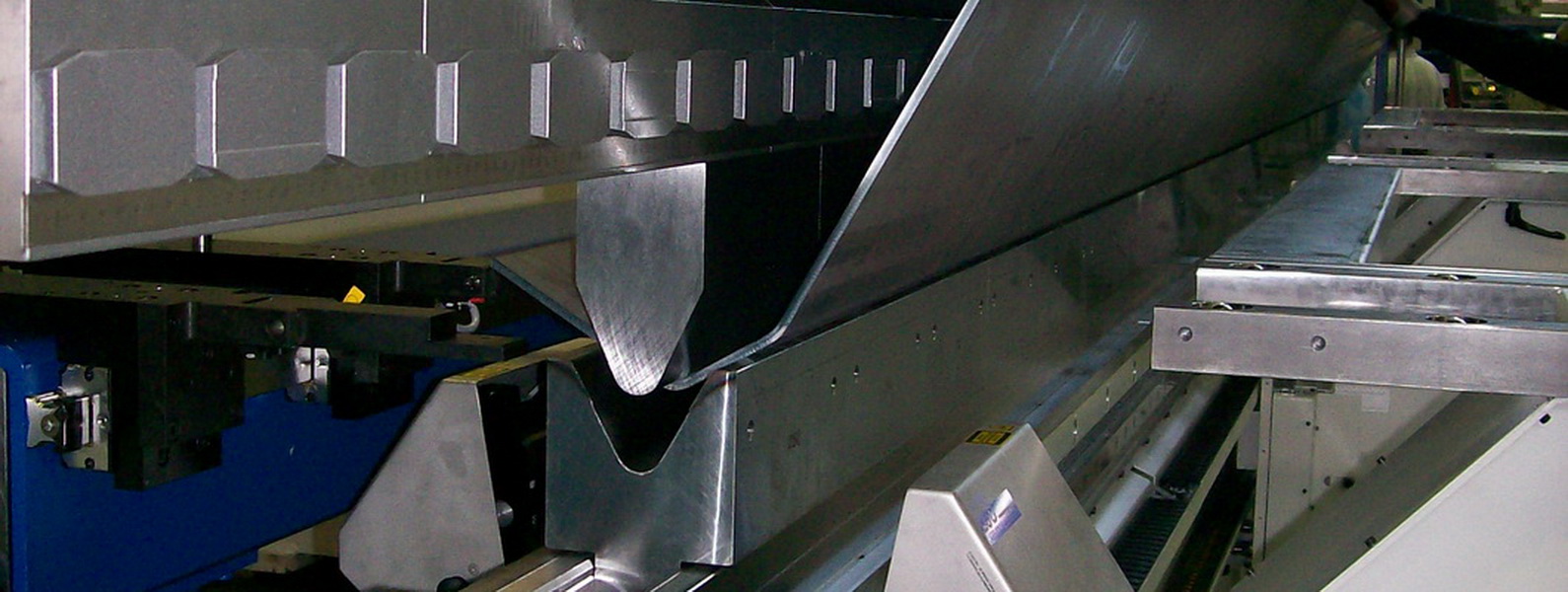
Električni savijači cijevi
Oni savijaju metalne proizvode smještene na komponente savijanja, koje se, ovisno o radijusu, mogu mijenjati. Na takvim uređajima nalazi se okretni trn, pomoću kojeg mijenjaju proizvod. U nedostatku električne energije, uređaj radi s internom baterijom.
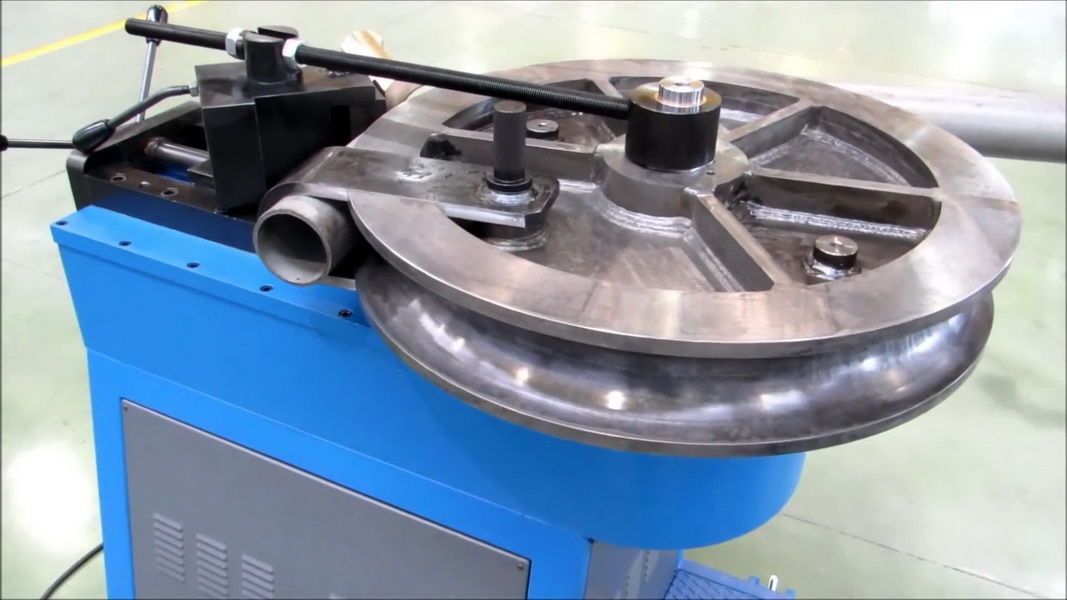
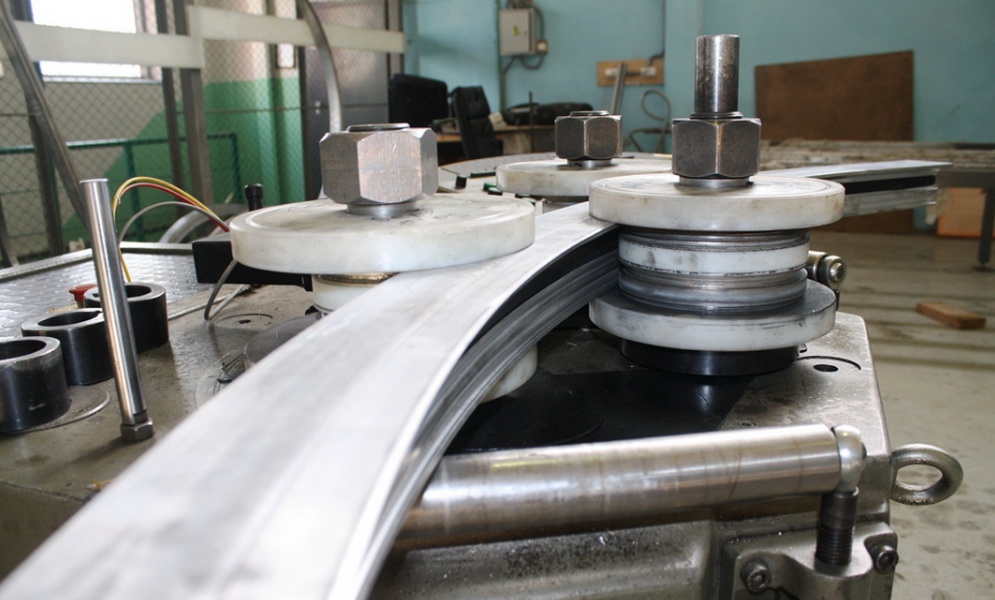
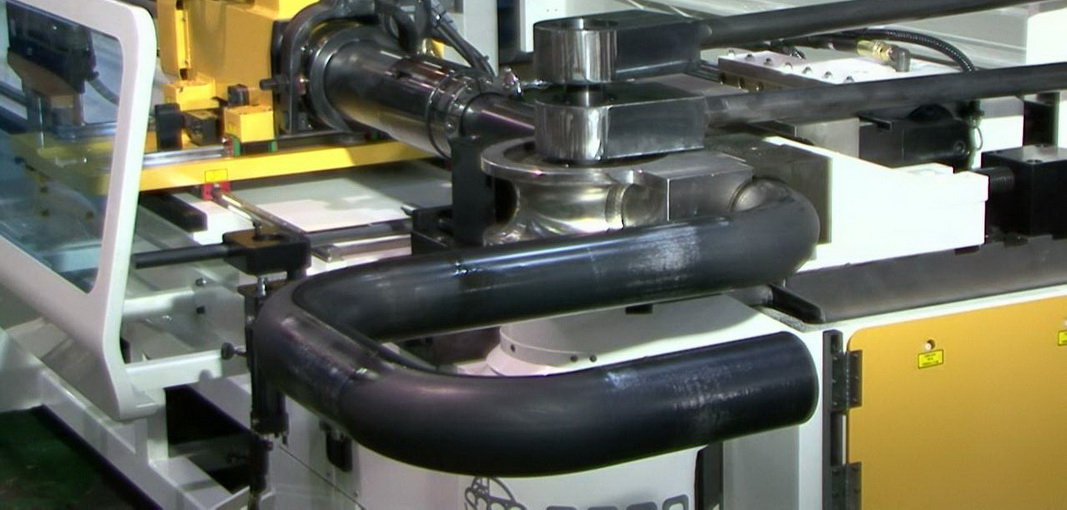
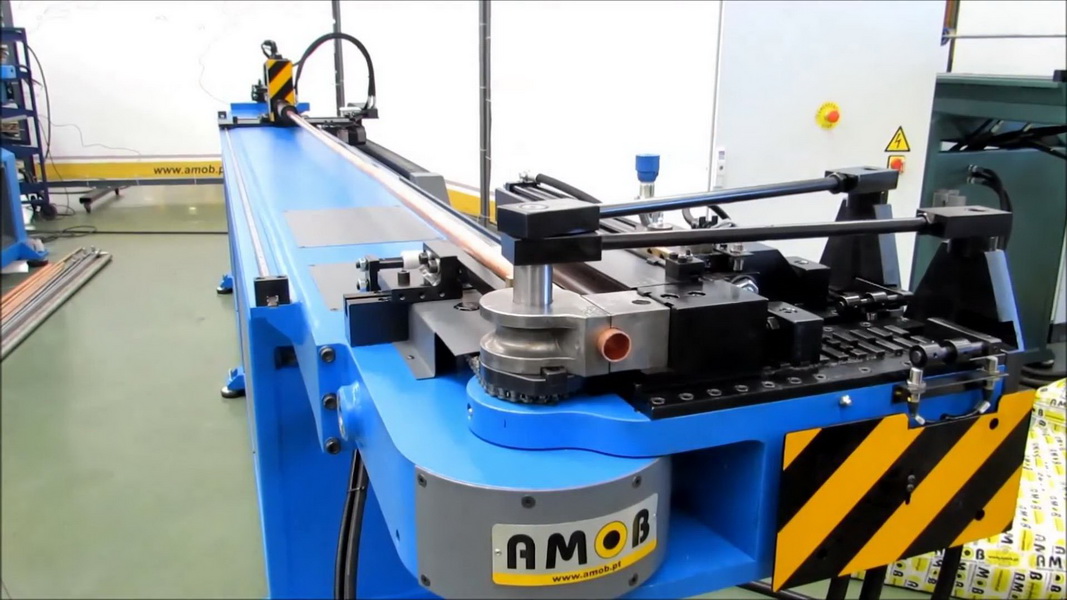
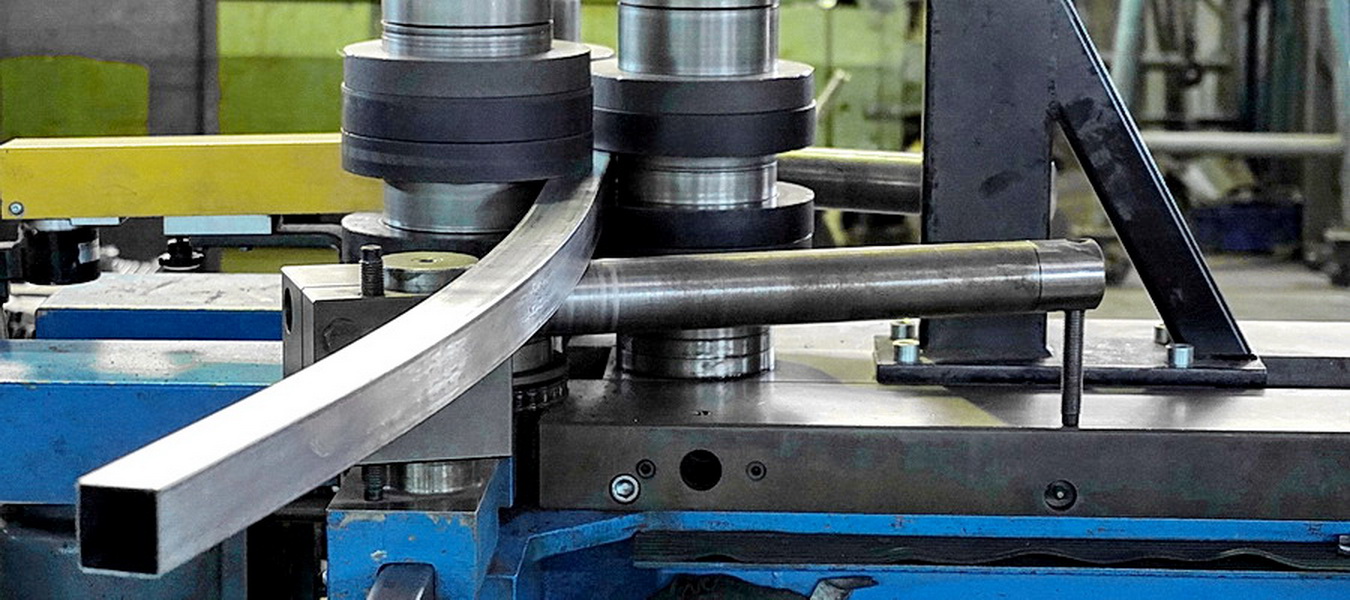
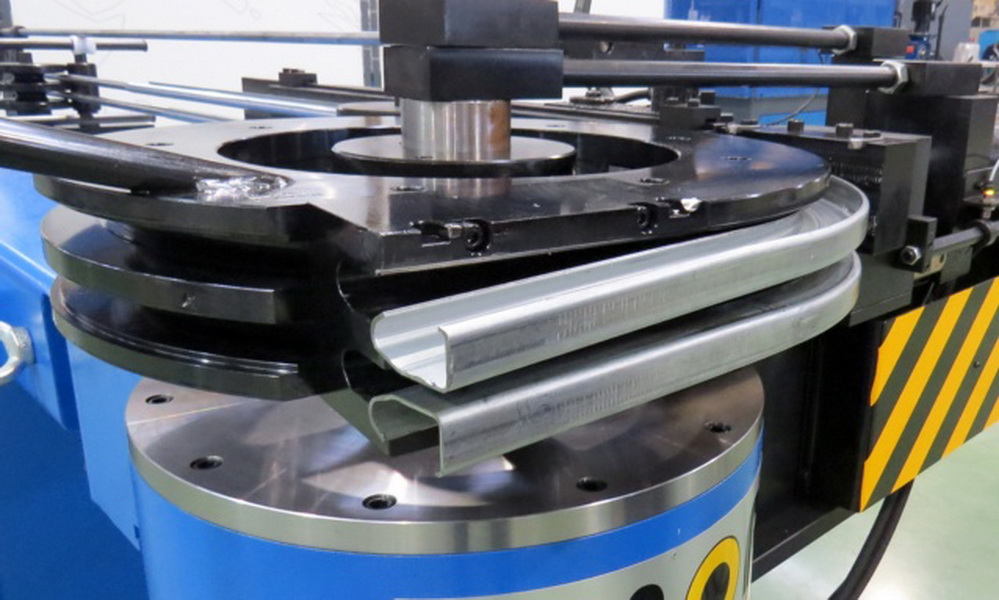
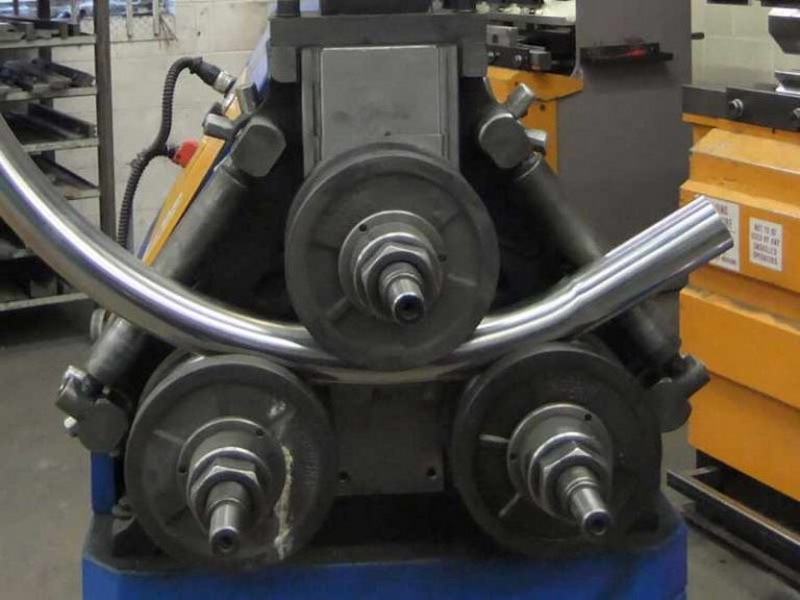
Savijanje stroja
Kada se hladna metoda, zove valjanje, koristiti standardni valjak mlin, s tri valjkasti ležaj (valjak). Oblik i radijus zavoja na izlazu ovise o izboru i ugradnji potrebnog oblika i veličine. Ovaj stroj može dati zavoj dijelovima iz bilo kojeg materijala i bilo koje konfiguracije - ne samo s kvadratnim, već is trokutastim dijelovima i kompliciranijim. Pomoću takve opreme moguće je deformirati radni komad maksimalne duljine, što je vrlo važno, a isto tako dobiti proizvod savijen za 360 stupnjeva (u prstenu). Metoda valjanja definirana je kao najopćenitiji tip deformacije, stoga oprema pripada univerzalnom.
Osim toga, stroj vam omogućuje da postavite određeni kut, što povećava točnost tijekom instalacije. Kut se može kontrolirati ručno ili na CNC strojevima (s informacijsko-numeričkim upravljanjem) koji su numerički podešeni naknadnom kontrolom procesa. Na takvim strojevima vrši se proizvodnja grijaćih ručnika u svakoj kući. U proizvodnji cijevi za grijane podove također je potrebno kontaktirati strojnu opremu. Ima veliku proizvodnju komponenti za spiralna stubišta, trijemove, razne oblike ograda i dekorativnih elemenata koji služe samo za ukrašavanje interijera.
Pozitivne strane takvih uređaja su sljedeće mogućnosti.
- Mogućnost izbjegavanja netočnosti pri radu sa suptilnim detaljima, za razliku od ručnih uređaja, često daje oštar zavoj umjesto glatke zakrivljene linije u konturi.
- Točnost. Obvezni kriterij u ozbiljnoj izgradnji je ova stavka. Opet, niti jedan drugi tip mehanizama i metoda dizajniranih za ove vrste rada se ne uspoređuje s profesionalnim strojevima. Kod proizvodnje za prodaju također je nemoguće bez ove prednosti.
- Dosegnite velikom brzinom da biste dobili gotov proizvod. Uostalom, prosječna brzina savijanja profila je 0,2-0,3 m / s.
- Autonomija. Sposobnost opreme da djeluje bez ljudske intervencije u našem stoljeću više nije inovacija, nego samo korisna, ali negdje je bitna dopuna drugim karakteristikama.
- Mogućnost obavljanja velikih količina.

Postoje stacionarne jedinice za savijanje profila koje se napajaju iz mreže napajanja 380 V, kao što nisu prikladne za osobnu uporabu. Da ne biste napravili pogrešnu kupnju, morate pažljivo proučiti značajke proizvoda. Rollforming instalacija je vrlo učinkovita stvar, ali i skupa. Osim toga, korištenje takve opreme moguće je samo u tvornici.
Često se za dobivanje kvalitetnijih dijelova koristi savijanje trna, što je moguće pri radu s gotovo bilo kojim uređajem. O njoj u redu. Dorn je kruti ili fleksibilni dio, smješten unutar savitljivog segmenta u mjestu daljnjeg savijanja. Nakon promjene oblika proizvoda ispada glatka, nema nabora i drugih nedostataka. Ovakav niz prednosti metodologije popraćen je značajnim smanjenjem stope odbacivanja na izlazu proizvoda.
sredstva
Postoje dva načina savijanja radijalnog profila: hladno i toplo (s predgrijavanjem). Osim odvajanja metoda prema tipu temperature, postoji mnogo više vrsta koje se odnose na mehanizaciju i opremu koja se koristi, na primjer, savijanje:
- trčanje u;
- rana;
- crtanje;
- postupak valjanja s tri valjka;
- upotrebom dvije potpore;
- metoda istezanja;
- koristeći unutarnji hidrostatski tlak;
- povlačenjem kroz matricu s zakrivljenom osi;
- kroz kopirke.
Izbor ovisi o tome hoće li vruća ili hladna opcija raditi.
Uz hladne performanse, to se može postići s nekoliko opcija.
- trčanje (promjera do 70 mm; s niskim zahtjevima za zaobljenost presjeka na zavoju);
- namot (promjera do 20 mm);
- povlačenje (za tanke stijenke);
- s dva nosača (promjera do 300 mm).
Hladni se približava malom promjeru, a hladna metoda neće moći saviti proizvod, na primjer, pod kutom od 45 stupnjeva. Grijanje poboljšava deformacijska svojstva metala, a povećanjem plastičnosti postaje lakše raditi. Predgrijavanje ne uzrokuje probleme u braku u obliku pukotina, ostataka oštećenja, nabora i drugih posljedica. U velikim industrijama grijanje se provodi putem visokofrekventnih struja (HDTV). Ako postoji mali dio, moguće je upotrijebiti ručni prijenosni alat, jer za veći dio takvu alternativu nije primjenjivo, ovdje se koristi mehanizirana oprema.
Osim tih nijansi, vrijedi se prisjetiti i pojave elastičnih posljedica. To znači mogućnost djelomičnog povratka izratka nakon deformacije u njegov bivši oblik. Vrijednost ovisi o vrsti materijala i dimenzijama profila, o temperaturi i načinu rada - ručno ili na posebnoj opremi.
Osim gore navedenih tehnika, kod kuće možete izvršiti proces uz pomoć opreme koju je lako izraditi. Ovisno o početnim karakteristikama i željenom krugu, postoji dovoljno mogućnosti za uštedu na skupoj opremi. U nastavku su navedeni neki primjeri.
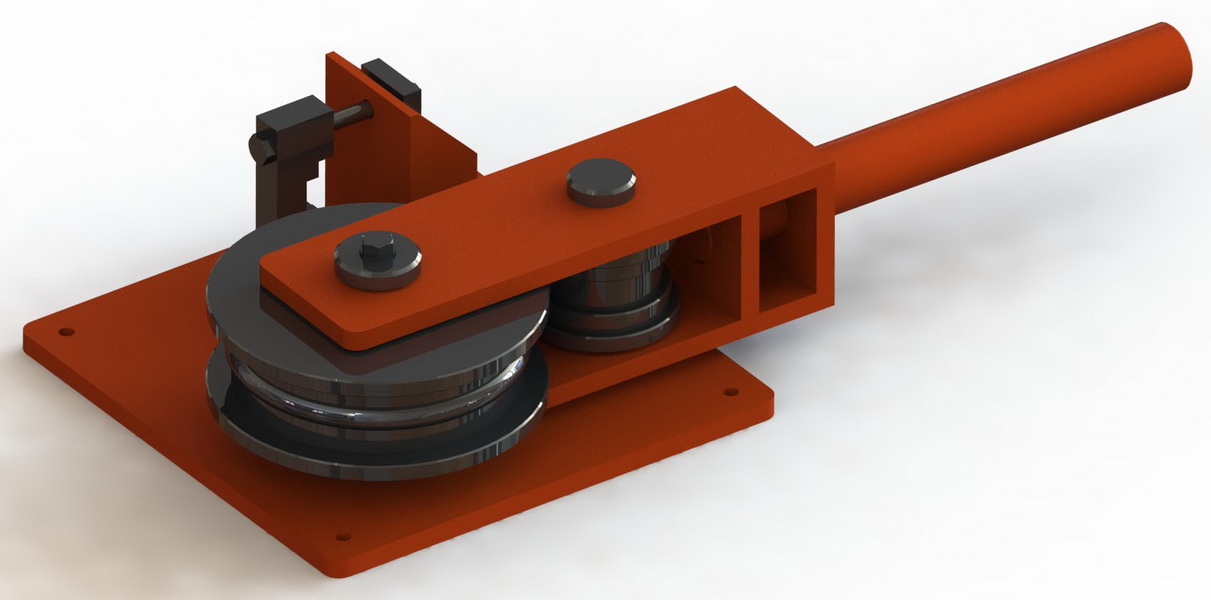
Domaći mehanizam temeljen na valjku
Ovo je najbliža inačica izvornom profilu valjka. Da biste ga stvorili, morat ćete kupiti 2-4 videozapisa. Treba napomenuti da bi njihova širina trebala malo premašiti širinu samog proizvoda. Da biste dobili rezultat morate ga popraviti vodoravno, tako da valjci imaju mogućnost slobodnog okretanja, oni moraju biti na takvoj udaljenosti jedni od drugih kako ne bi ometali cijev prolazi kroz sustav bez prepreka.

Ovaj pomoćnik će vam omogućiti savijanje proizvoda po obodu. Ako postoji potreba za postizanjem određenog kuta, sustav se mora sastojati od tri rotirajuća cilindra. Dok je jedan od njih poželjno ostaviti podesiv. Element ojačanja se postavlja između valjaka i osoba koja kontrolira postupak počinje se pomicati.
Koristeći "brusač" i aparat za zavarivanje
Ako je izgradnja takvog mehanizma nemoguća zbog financija, vremena, vještina ili drugih razloga, postoje razumljivije varijacije. Međutim, primjena metode zavarivanja značajno oduzima vrijeme i zahtijeva mukotrpnost.
Redoslijed radova je sljedeći.
- Prije svega, preporuča se izračunati dopušteni i sami odrediti potreban radijus savijanja.
- Nanesite uzduž poprečnih oznaka proizvoda, koje će se dalje rezati za daljnje spajanje. Što je prijelaz u savijenom dijelu potrebniji, to je češće potrebno napraviti tragove.
- Izrežite tri odabrane strane (rubove) nacrtanim oznakama. Četvrtu stranu ne treba dirati.
- Nakon rezanja, savijte proizvod do željene zakrivljenosti. za poboljšanje točnosti možete napraviti komad. Na primjer, pripremite drveni dio željenim zavojem. Pričvrstite neobloženu stranu valjanih na zakrivljeni rub predloška, pričvrstite, zatim savijte polje kako bi odgovaralo savijanju predloška.
- Pile pažljivo i pouzdano zavaravajte.
- Pažljivo zavarite površine tako da površina dijela postane glatka, bez isturenih šavova.


S velikom površinom reza, ova metoda, u odsutnosti drugih, prikladnija je nego ikad.No, ova metoda je primjenjiva na pojedinačne radove, pa se ne smije primjenjivati na one koji trebaju deformirati veliki broj elemenata. U ovom slučaju, možda je racionalnije razmišljati o stvaranju valjka.

Opruga za savijanje
Svi učitelji znaju za ovu metodu. Njegova suština je sljedeća: u cijevi se postavlja posebna opruga kvadratnog presjeka čelične žice na mjestu gdje je potrebno dobiti zavoj. Opruga će služiti kao vreteno, njegov presjek trebao bi biti 1-2 milimetra manji od unutarnjeg poprečnog presjeka. Upotrebom plamenika, mjesto daljnjeg savijanja se zagrijava, nanosi na slijepu bradu s prikladnim radijusom savijanja i, primjenom sile, ne pritiskajte oštro dok se ne postigne željena zakrivljenost. Ova metoda je vrlo jednostavna, ali se tijekom rada preporučuje pažljivo pridržavanje mjera opreza: radite u posebnim rukavicama i koristite kliješta.
Savjet
O zamršenosti vruće metode
Za uspješno savijanje cijevi na vrući način upotrijebite punilo za pijesak. Idealna opcija je srednje pijesak - gradnja ili rijeka. Ako nije moguće koristiti upravo to, u krajnjem slučaju, prikladan je i materijal iz dječjeg pješčanika, ali prethodno očišćen od nepotrebnog sadržaja. Da biste ga očistili od nepotrebnih nečistoća, potrebno je prosijati kroz sito s otvorima od oko 2 milimetra. Nakon prvog probira na sito ostaju veliki predmeti - grančice i šljunak. Njihova prisutnost u punilu je izrazito nepoželjna, jer kad se zagriju, mogu utjecati na reljef i oblikovati izbočinu. Dalje, morate prosijati buduće punilo drugi put, kroz fino sito da biste dobili osloboditi od previše sitnog pijeska. Nakon prosijavanja, pijesak je kalciniran.

Cijev, na mjestu gdje će doći do savijanja, se žari. Prije zaspanja punilo se brine o čepovima koji mu ne dopuštaju da zaspi. Preporučuje se da ih napravite od drva, tako da se dobro prianjaju uz zidove. U jednom od čepova potrebno je izrezati utore kroz koje vrući zrak mora izaći. Takvi otvori su smješteni na svakoj strani, tj. Trebali bi imati četiri kvadratna odsječka. Nakon postavljanja utikača bez otvora kroz lijevak, možete početi puniti punilo. U isto vrijeme povremeno treba kucati dio za brtvljenje pijeska. Nakon što pričvrstite drugi čep, možete označiti savijanje, pričvrstiti dio i proizvesti jednolično grijanje. Ako je dio zavaren, šav treba biti smješten izvan koljena kako bi se izbjegla njegova odstupanja. Boja spremnog za savijanje dio bi trebao biti crveno-trešnja boja, a iz cijevi - letjeti od razmjera.

Preporuča se savijanje metalnih proizvoda od prvog grijanja, inače može dovesti do gubitka čvrstoće i loma elementa. Ako se nakon hlađenja teško uklone drveni čepovi, mogu se zapaliti i nakon paljenja izliti pijesak.
O zamršenosti hladne metode
Suptilnosti hladne metode:
- Bez uporabe posebnih alata i grijanja u hladnom razdoblju, proces savijanja može se uvelike olakšati. Za to se alternativno kao pijesak koristi voda kao punilo. Nakon punjenja i ugradnje čepova, proizvod je izložen smrzavanju tijekom vremena potrebnog za potpuno zamrzavanje tekućine. U svjetlu fizičkih svojstava smrznute vode, savijanje će biti lakše.
- Kako bi se izbjegle ozljede četkica i smanjile primijenjene sile, predlaže se uporaba profilne cijevi s presjekom nešto više savijenim. Za to se na rubovima manjega nosi veći profil, čime se povećava čvrstoća ramena.
- Majstorima se savjetuje da pokušaju savijanje nepotrebnog dijela proizvoda, što će dati ideju o njegovim fizičkim svojstvima i spriječiti pogreške u sljedećim pokušajima.
Sumirajući gore navedeno, možemo izvući zaključke o tome koliko će ova ili ona metoda biti učinkovita. Bolje je obratiti se stručnjacima koji imaju opremu posebno dizajniranu za tu svrhu kako bi dobili bolji rezultat i uštedjeli vrijeme. Ako rad uključuje višestruko savijanje proizvoda, zašto onda ne razmislite o kupnji posebne opreme, a možda io pružanju usluga savijanja drugim ljudima. U tom slučaju možete brzo nadoknaditi uređaj.
Alternativno, postoji mogućnost iznajmljivanja uređaja za savijanje cijevi na određeno vrijeme. Ako u vašem gradu postoji takva opcija, tada ćete uštedjeti vrijeme i nećete morati preplatiti za skupe usluge tvrtki.
Za informacije o tome kako saviti cijev bez savijanja cijevi za nadstrešnicu, pogledajte sljedeći video.














