Značajke postupka plastificiranja

Boja u prahu koristi se već neko vrijeme. Ali ako ne posjedujete tehnologiju njezine primjene u potrebnom stupnju, ako nemate potrebno iskustvo, morat ćete temeljito proučiti sve informacije kako biste izbjegli pogreške. Na njihovu prevenciju posvećujemo ovaj materijal.

Posebne značajke
Boja u prahu je izrađena od polimera, koji su u prahu i zatim naneseni na određenu površinu prskanjem. Za dobivanje željenih svojstava ovojnice, ona se termički obrađuje, rastaljeni prah se pretvara u film jednolične debljine. Ključne prednosti takvog materijala su otpornost na koroziju, značajna adhezija. Pod djelovanjem visokih temperatura, uključujući i naizmjenično s niskim, praškasta boja dugo zadržava svoje pozitivne kvalitete. Mehanički i kemijski učinci također se dobro podnose, a kontakt s vlagom ne narušava površinu.

Sve ove prednosti boja praha zadržava dugo vremena zajedno s izgledom. Možete obojiti površinu, postići različite boje i teksture, mijenjajući ulazne aditive. Mat i sjajni sjaj - samo najočitiji primjeri, ovaj dekor je stvoren praškastom bojom lako i brzo. Moguće je, međutim, originalnije slikanje: trodimenzionalnim efektom, uz reprodukciju izgleda drva, uz imitaciju zlata, mramora i srebra.



Nesumnjiva prednost praškastog premaza je sposobnost dovršenja svih radova uz primjenu jednog sloja, pri radu s tekućim formulacijama to je nedostižno. Osim toga, ne trebate koristiti otapala i pratiti viskoznost sastava boje. Sav neiskorišteni prah koji se nije zadržao na željenoj površini može se sakupiti (kada se radi u posebnoj komori) i ponovno prskati. Kao rezultat toga, uz stalnu upotrebu ili uz velike jednokratne količine rada, praškasta boja je povoljnija od drugih. I dobra vijest je da nema potrebe čekati da se sloj za sušenje osuši.
Treba uzeti u obzir sve ove prednosti, kao i optimalnu ekološku prihvatljivost, bez potrebe za snažnom ventilacijom, sposobnost gotovo potpuno automatizirati rad.


Ne zaboravite na negativne aspekte ove tehnike:
- Ako se pojavi kvar, ako se premaz ošteti tijekom rada ili naknadne uporabe, cijeli predmet ili barem jedan njegov dio morat će se nanovo obojiti.
- Kod kuće, praškasti premaz se ne provodi, zahtijeva vrlo složenu opremu, a veličina komora ograničava veličinu obojenih predmeta.
- Nemoguće je nijansirati boju, nemoguće je nanositi i na detalje, nacrte koji se trebaju zavariti, jer se spaljeni dijelovi sloja boje ne vraćaju.

Koje površine mogu koristiti?
Snažna adhezija čini metodu bojenja praha idealnom za nehrđajući čelik. Općenito, prilikom obrade metalnih proizvoda za kućanstvo, industriju i transport, prah se koristi mnogo češće nego tekuće formulacije. Tako su obojeni dijelovi skladišnih i trgovačkih aparata, alatnih strojeva, metalnih cjevovoda i bušotina. Osim jednostavnosti primjene, pozornost inženjera na ovu metodu liječenja privlači sigurnost boje u požarnim i sanitarnim uvjetima, nultu razinu njegove toksičnosti.
Kovane konstrukcije, proizvodi izrađeni od aluminija i nehrđajućeg čelika mogu se dobro obojiti metodom praha. Prakticirao je ovu metodu premazivanja i ispuštanja laboratorija, medicinske opreme, sportske opreme.



Proizvodi od željeznih metala, uključujući i one s vanjskim slojem cinka, keramikom, MDF-om, plastikom, također mogu biti dobar supstrat za praškasto lakiranje.
Boje na bazi polivinil butirala imaju poboljšana dekorativna svojstva, otporne su na benzin, ne provode električnu struju i toleriraju kontakt s abrazivima. Sposobnost preživljavanja prodora vode, čak i fiziološke otopine, vrlo je korisna pri stvaranju cjevovoda, radijatora, drugih komunikacija koje dolaze u kontakt s tekućinom.
Prilikom nanošenja posebnog praha na površinu aluminijskog profila, prioritet nije toliko zaštita od korozije, koliko daje lijep izgled. Pobrinite se da odaberete način rada, ovisno o sastavu boje i karakteristikama podloge, kako biste uzeli u obzir specifičnu opremu. Aluminijski profil s termalnim postupkom umetanja najviše 20 minuta kada se zagrije do najviše 200 stupnjeva. Elektrostatička metoda je lošija od tribostatske kod bojenja metalnih proizvoda sa slijepim rupama.



Upotreba fluorescentne praškaste boje prakticira se pri radu na prometnim znakovima i drugim informacijskim dizajnu, kada je sjaj u mraku važniji. Većinom se koriste aerosolne formulacije, kao najpraktičnije i stvarajuće najjednostavniji sloj.


Kako se razmnožavati?
Pitanje kako razrijediti praškastu boju, u kojoj je mjeri potrebno razrijediti je prije nanošenja premaza, pred profesionalcima se ne isplati u načelu. Kao što već znate, bojenje s ovom vrstom boje vrši se u potpuno suhom obliku, i bez obzira na to koliko ljubitelji eksperimenta pokušavaju razrijediti, otopiti ovu mješavinu, ništa dobro neće doći.

potrošnja
Žalost praškaste boje je nesumnjiva. Međutim, trebate točno odrediti potrebu za njom, saznati koliko je bojanje sastava ostavlja po m2. Minimalna debljina stvorenog sloja je 100 mikrona kako bi se smanjila uporaba boje, poželjno je raspršiti. Aerosol aplikacija vam omogućuje da provedete od 0,12 do 0,14 kg materijala po 1 četvorni metar. Ali svi ti izračuni su samo približni i omogućuju vam da odredite redoslijed brojeva.
Može se dati točna procjena, znajući svojstva određene vrste boje. i karakteristike podloge na koju će se primjenjivati. Zapamtite da norma, naznačena na naljepnicama i pakiranjima, oslikana na reklamnim plakatima, podrazumijeva bojanje površine koja uopće ne sadrži pore. Plastika ili metal imaju samo malu poroznost i stoga ih čak i bojite, morat ćete koristiti malo više boje nego što je propisao proizvođač. Kada je potrebno obraditi druge materijale, troškovi će se značajno povećati. Dakle, ne biste trebali biti ogorčeni na pronalaženje “napuhanih” brojeva u računima za usluge praškastog lakiranja.



Postoje dekorativni, zaštitni i kombinirani premazi, ovisno o pripadnosti određenoj skupini, formira se sloj različite debljine. Također morate uzeti u obzir geometrijski oblik površine i poteškoće u radu s njom.
boja
Kao što već znate, kod kuće ne možete ništa bojati bojama u prahu. Glavne poteškoće u njihovom korištenju u industrijskim razmjerima nastaju tijekom pripremnih radova. Tehnologija osigurava da je potrebno ukloniti i najmanju prljavštinu s površine i razmastiti je. Pobrinite se da fosfatirate površinu tako da prah bude bolje prianja.
Nepoštivanje metode pripreme dovest će do pogoršanja elastičnosti, čvrstoće i vizualne privlačnosti premaza. Prljavštinu možete ukloniti tijekom mehaničkog ili kemijskog čišćenja, a izbor pristupa određen je odlukom tehnologa.


Za uklanjanje oksida, korodiranih površina i razmjera, često se koriste sredstva za pjeskarenje, pijesak za prskanje ili posebne granule željeza i čelika. Brusne čestice bacaju komprimirani zrak ili centrifugalnu silu u pravom smjeru. Taj se proces odvija pri velikim brzinama, tako da se strane čestice mehanički odbijaju od površine.
Za kemijsku pripremu oslikane površine (tzv. Jetkanje) koristila se klorovodična, dušična, fosforna ili sumporna kiselina. Ova metoda je nešto jednostavnija, jer nema potrebe za sofisticiranom opremom, a ukupna učinkovitost se povećava. No, odmah nakon jetkanja, potrebno je isprati ostatke kiselina i neutralizirati ih. Tada nastaje poseban sloj fosfata, njegova formacija igra istu ulogu kao i nanošenje prajmera u drugim slučajevima.

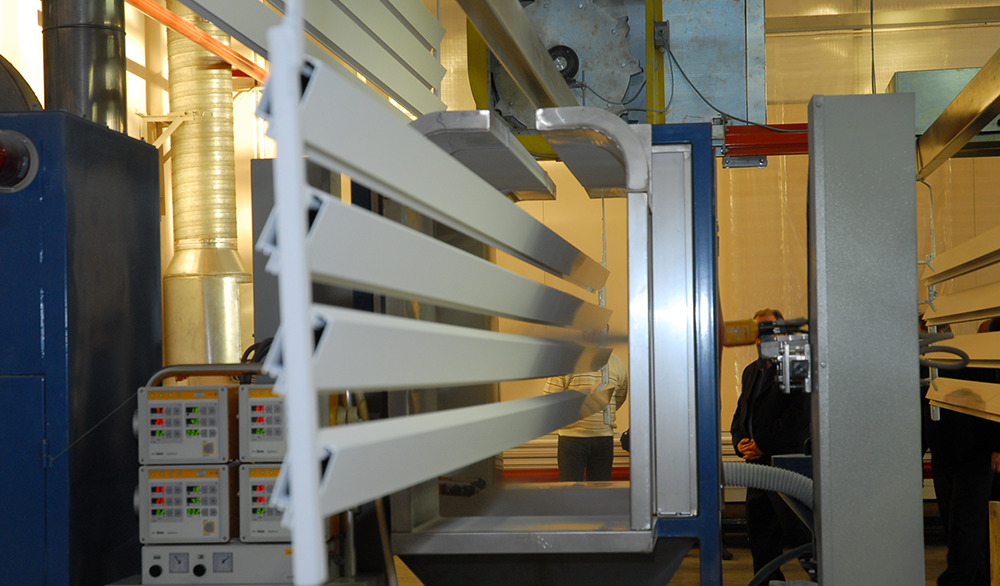
Sljedeća stavka mora se staviti u posebnu komoru: ona ne samo da smanjuje potrošnju radne mješavine, nego je i hvata, ali i sprječava kontaminaciju boje okolnog prostora. Suvremena tehnologija uvijek je opremljena bunkerima, vibracijskim zaslonima, sredstvima za usisavanje. Ako trebate nacrtati veliku stvar, upotrijebite vrstu prolaza kroz kamere, a relativno male detalje možete obraditi u mrtvim krajevima uređaja.
U velikim industrijama koriste automatizirane kamere za slikanje., u kojem su izgradili manipulator pištoljem. Cijena takvih uređaja je prilično visoka, ali dobivanje potpuno gotovih proizvoda u sekundi opravdava sve troškove. Obično prskalica koristi elektrostatski učinak, tj. Prah najprije dobiva određeni naboj, a površina - isti naboj s suprotnim predznakom. Pištolj "pali" ne s praškastim plinovima, naravno, već s komprimiranim zrakom.



Samo se to ne završava. Cijela se stavlja u posebnu peć, gdje se pokriva viskoznim slojem na povišenoj temperaturi; s daljnjim starenjem, suši se i postaje ujednačen, što jači. Pravila obrade su vrlo stroga, tako da ne trebate samo koristiti profesionalnu opremu, nego i povjeriti cijeli proces isključivo stručnjacima. Debljina sloja boje bit će mala, a njezina točna vrijednost ovisi o korištenom sastavu. U nekim slučajevima tlo možete zamijeniti drugom, prethodno nanesenom bojom, nužno s anorganskim komponentama.
Imajte na umu da se svaki materijal može bojati prahom samo u zaštitnoj maski.bez obzira jeste li sigurni u nepropusnost komore. Kategorički je nemoguće polirati boju u prahu, nanosi se jednom, a zatim se može samo ponovno obojiti ili potpuno ukloniti. Uvijek provjerite nanosi sloj pomoću mjerača debljine kako biste provjerili točnost riječi majstora i pratećih dokumenata.

Proces premazivanja prahom, vidi dolje.














